Kolіsnі parie sur les zaliznits de l'entrepôt de Ruhomy. Entrepôt sec Kolіsnі pari zaliznichnogo
côté 1

côté 2

côté 3

côté 4

face 5

face 6

face 7

côté 8

face 9

face 10

face 11

côté 12

côté 13

côté 14

face 15

côté 16

côté 17

côté 18

côté 19

côté 20

côté 21

côté 22

côté 23

côté 24

côté 25

côté 26

côté 27

côté 28

côté 29

côté 30
Peredmova
Les objectifs, la principale embuscade et la principale procédure pour mener à bien les travaux de normalisation interétatique ont été introduits par GOST 1.0-92 « Système international de normalisation. Dispositions de base » et GOST 1.2-2009 « Système international de normalisation. Normes, règles et recommandations internationales pour la normalisation internationale. Règles d'ouverture, d'acceptation, de zastosuvannya, de mise à jour de ce skasuvannya "
Vіdomostі sur la norme
1 Société par actions ROZROBLEN V_dkritim "Institut scientifique et avancé et de conception et technologique d'un entrepôt de brut" (TVA "VNIKTI")
2 INTRODUIT par l'Agence fédérale de réglementation technique et de métrologie
3 À ACCEPTER par le Conseil international de normalisation, de métrologie et de certification (protocole n° 40 de 29 feuilles, 2011)
|
Nom abrégé du bord selon MK (ISO 3166) 004-97 |
Code pays MK (ISO 3166) 004-97 |
Nom abrégé de l'organisme national de normalisation |
|
Azerbaïdjan |
Azstandard |
|
|
Miniéconomie de la République de Virménie |
||
|
Biélorussie |
Derzhstandart de la République de Biélorussie |
|
|
Kazakhstan |
Derzhstandart de la République du Kazakhstan |
|
|
Kirghizistan |
Kirghizestandart |
|
|
Moldavie-Standard |
||
|
Fédération Russe |
Rosstandart |
|
|
Derzhspozhivstandart de l'Ukraine |
4. Cette norme a été élaborée pour améliorer les principales dispositions de la norme internationale ISO 1005-7 : 1982 « Entrepôt de stockage en pièce. Partie 7 Vimogi jusqu'à l'os" (ISO 1005-7 : 1982 "Matériau du matériel roulant ferroviaire - Partie 7 : Essieux pour matériel tracteur et remorqué - Exigences de qualité", NEQ)
5. Par arrêté de l'Agence fédérale de réglementation technique et de métrologie du 5 mars 2012 La 14ème norme internationale GOST 11018-2011 a été introduite comme norme nationale de la Fédération de Russie le 1er septembre 2013.
Pour la Fédération de Russie, conformément à cette norme, il est nécessaire de mettre en œuvre le règlement technique "Sur la sécurité de l'entrepôt sec ferroviaire" pour le centième objet du règlement technique - les paires de roues de locomotives et l'entrepôt sec d'automobiles, comme ainsi que le règlement technique "Sur la sécurité du transport ferroviaire à grande vitesse" règlement єkta - au nombre de paires d'entrepôts de climatisation à grande vitesse :
4.3.2 - 4.3.13, 4.3.15, 4.3.17, 5.2.6, 5.3.4 - 5.3.7, 5.3.7.1 - 5.3.7.9
Pіdrozdіl 6.5 définit les règles de sélection des identités pour la confirmation de la viabilité ;
7.1.1 7.1.2 7.1.4 7.1.5 7.1.8 7.1.10 7.1.12 – 7.2
Les informations sur les modifications apportées à cette norme sont publiées dans l'indicateur d'information "Normes nationales", largement consulté, et le texte des modifications et amendements - dans sont communément vus par les indicateurs d'information des « Normes nationales ». Lors de la révision (remplacement) ou de l'énoncé de la norme, le deuxième avis sera publié par le six millième indicateur d'information « Normes nationales ». Vidpovidna іnformatsija, podomlennya que les textes sont également publiés dans le système d'information іyіyniyіyіyіyіyіyніyіyіyніyіyніyіyніyіyніyіyніyіyніyіyніyіyіyіyіy système koristuvannya- sur le site officiel de l'Agence fédérale pour la réglementation technique et la métrologie sur Internet
STANDARD INTERNATIONAL
Date d'entrée- 2013-01-01
1 zone de farce
Cette norme sera installée pour entraîner des paires de roues de locomotives (tenders), de voitures automobiles dans un entrepôt sec à plusieurs unités (entrepôt sec de traction) avec un dégagement de 1520 mm de climatisation UHL selon GOST 15150.
2 Dispositions réglementaires
Quelles normes ont adopté une force normative sur ces normes internationales :
* Sur le territoire de la Fédération de Russie sous GOST R 52366-2005 (ici et plus loin).
GOST R 51175-98 (ici et nadali).
Nombre de rouleaux et centres estampés et autres détails du pari de roue - selon le document normatif (ND), confirmé par la procédure établie.
UN
B C
D- Diamètre de la roue sur le piquet de la tige ;
E- Tolérance de l'enjeu radial battu de la roue roulée ;
g
B
Malyunok 1 - Paire de roues avec une roue dentée sur l'essieu
UN- se tenir entre les extrémités intérieures (bords) des bandages (jantes) des roues ;
B- largeur du bandage (jante) de la roue ; C- se placer entre l'extrémité tenace de la partie avant de l'axe
cette extrémité intérieure du pneu (jante) de la roue ; D- Diamètre de la roue sur le piquet de la tige ; E- Tolérance
bataille radiale du pieu de la roue roulée ; g- tolérance du battement final de l'extrémité intérieure du bandage
roues (jantes); B- tous les paris sur les roues sont géométriques ; Avant- Zone de symétrie des axes ;
T - tolérance de symétrie au monde UN shodo plat Avant(En aspect diamétral)
Malyunok 2 - Paire de roues avec deux roues dentées sur moyeux de roue inférieurs
UN- se tenir entre les extrémités intérieures (bords) des bandages (jantes) des roues ;
B- largeur du bandage (jante) de la roue ; C- se placer entre l'extrémité tenace de la partie avant de l'axe
cette extrémité intérieure du pneu (jante) de la roue ; D- Diamètre de la roue selon le piquet roulé ;
E- Tolérance de l'enjeu radial battu de la roue roulée ;
g- tolérance du battement final de l'extrémité intérieure du pneumatique (jante) de la roue ;
B- tous les paris sur les roues sont géométriques
Malyunok 3 - Paire de roues avec boîte de vitesses d'essieu et galms à disque
4.2.1 Wimogy vers axe
4.2.1.1 Paramètre de brièveté Râ* au dessus de l'axe may buti :
* Ici et plus loin, il est permis de modifier le paramètre de brièveté Râ geler le paramètre par défaut Rz pour GOST 2789.
Roulements Shiyok de rigidité et parties de roulement de roues - pas plus de 1,25 microns ;
Roulements forgés Shiyok pіd osovі pour TPS avec fixations structurelles v K :
pas plus de 100 km/an - pas plus de 1,25 microns ;
plus de 100 km/an - pas plus de 0,63 microns ;
Partie médiane - pas plus de 2,5 microns ;
Parties approchantes des engrenages de roue et des disques galvanisés - pas plus de 1,25 microns ;
sous butées forgées et forgées - pas plus de 2,5 microns;
non fonctionnel - pas plus de 6,3 microns;
Galteley :
tourillons - pas plus de 1,25 microns ;
shyok proximal - trochi de plus de 2,5 microns.
Pour les essieux vides, le paramètre de brièveté Râ la surface de l'ouverture centrale ne doit pas dépasser 6,3 microns.
4.2.1.2 La tolérance d'incohérence du diamètre ** de l'axe dans les sections transversale et postérieure est due à buti, mm, pas plus de :
** Ici et au loin, il est permis de remplacer l'incohérence du diamètre au niveau de la section transversale, pour compenser la rondeur, de remplacer l'incohérence du diamètre au niveau de la section ultérieure, pour compenser le profil de la section ultérieure . La tolérance de rondeur du profil de la surdépouille tardive est due à la valeur 0,5 de la tolérance d'incohérence du diamètre au niveau de la surdépouille transversale ou tardive.
0,015 - pour les cols et les roulements de rigidité ;
0,05 - pour les roulements forgés ;
0,05 - pour les parties sous les pieds de la roue, en cas de forme conique, le plus grand diamètre est dû à la courbure du buti vers le milieu de l'axe ;
0,05 - pour les parties avant des engrenages de la roue ou le bas des engrenages des engrenages et les disques galvanisés ;
0,03 - pour les parties avant des roulements avant des roulements de boîte d'essieu.
4.2.1.3 La tolérance du battement radial pour l'heure de revérification dans les centres des cols de l'axe et des roulements forgés et forgés, des parties avant des roues, des disques galvaniques et des roues dentées n'est pas supérieure à 0,05 mm.
4.2.1.4 La tolérance des extrémités battues des extrémités avant de l'axe et l'heure de revérification aux entraxes supérieures à 0,05 mm ne sont pas autorisées.
4.2.1.5 Cela est entièrement dû aux tests par ultrasons pour la présence de défauts internes et au sondage selon GOST 20415 et aux tests magnétiques des défauts de surface selon GOST 21105.
Principalement aux défauts acceptables et inacceptables, qui sont révélés lors du contrôle ultrasonique et magnétique, et peut-être jusqu'au sondage des axes - selon GOST 31334.
4.2.1.6 La surface des cols de l'essieu, les marchepieds avant, les marchepieds avant et les parties médianes, ainsi que les rainures pour la transition d'une partie de l'essieu aux autres parties de l'essieu, mais aussi le roulement des rouleaux est conforme à GOST 31334.
4.2.2 Wimogi à la roue et au centre de roue
4.2.2.1 La différence de valeur de dureté des jantes de roues pleines ou des bandages de roues d'entrepôt pour une paire de roues sur 24 unités HB n'est pas autorisée.
4.2.2.2 La différence de largeur du pneu (jante) de la roue (div. bébé 1, 2 et 3, taille B) n'est pas autorisée supérieure à 3 mm.
4.2.2.3 Paramètre de brièveté Râ les surfaces d'atterrissage sont à blâmer maisi :
Ouvrez la mère de la roue ou le centre de la roue :
avec méthode de moulage thermique - pas plus de 2,5 microns ;
avec la méthode de moulage par presse - trochs de plus de 5 microns ;
La surface de la surface du centre de la roue sous l'atterrissage du bandage - troch plus de 5 microns ;
La surface intérieure d'atterrissage du bandage - pas plus de 5 microns ;
Matochina abaissée sous l'ajustement de la roue dentée - pas plus de 2,5 microns.
4.2.2.4 La tolérance d'incohérence du diamètre n'est pas autorisée :
Pour ouvrir la mère de la roue ou le centre de la roue :
plus de 0,05 mm - au niveau de la section transversale ;
plus de 0,05 mm - lors de la coupe ultérieure, en période de forme conique, le plus grand diamètre est dû aux fesses jusqu'à l'extrémité interne de la matochine ;
Pour la surface extérieure du centre de roue sous l'atterrissage du bandage :
0,2 - au niveau de la section transversale ;
0,1 - lors de la surdépouille ultérieure, dans le cas d'une conicité droite en forme de cône de la surface extérieure du centre de la roue, le centre est responsable de la conicité droite de la surface d'atterrissage intérieure du bandage et de la différence des valeurs de tolérance l'incohérence du diamètre et des surfaces d'atterrissage au niveau du pererizium tardif est due à un buti ne dépassant pas 0,05 mm.
4.2.2.5 Les limites supérieure et inférieure du diamètre de l'essieu de roue (centre de roue) ne doivent pas dépasser la valeur nominale de la valeur nominale du diamètre du noyau de roue (centre de roue) supérieure à la valeur inférieure de plus 2 et moins 1 mm. La différence de largeur de la mère de la roue (centre de la roue) aux extrémités, bordées selon une ligne droite radiale, le bord de la partie inférieure de la mère, n'est pas supérieure à 5 mm le long du périmètre du piquet.
4.2.2.6 Sur le corps de roue à moyeu abaissé, l'ajustement de la roue dentée est rectifié jusqu'à l'ouverture du moyeu du centre de roue, après l'ajustement de la roue dentée (le moyeu de la roue dentée repliée) sur l'axe de l'arbre de l'arbre de la roue dentée, avec quelle tolérance de l'essieu spіvvіsnostі à la création de la roue - troch supérieure à 0,15 mm .
4.2.2.7 Espace d'ouverture au niveau de la partie disque de la roue pour la fixation des disques galvanisés à travers la charnière buti roztashovaniya z urakhuvannya minimizatsii contraintes sous la forme de di ї ekspluatatsionnyh avantage.
4.2.2.8 Sur la surface intérieure d'assise du bandage d'une largeur allant jusqu'à 10 mm, un bourrelet ébouriffé de l'épaule crantée et au tour du col, les lignes noires ne sont pas autorisées. Sur le bord de la surface, pas plus de deux lignes noires d'une superficie totale ne dépassant pas 16 cm 2 sont autorisées avec une longueur maximale de ligne noire ne dépassant pas 40 mm.
4.2.2.9 Le rayon d'obtention des éléments dans le profil du bandage sous l'anneau de bandage n'est pas inférieur à 2,5 mm, le rayon d'obtention de la surface d'atterrissage de l'épaulement cranté n'est pas inférieur à 1,5 mm. Paramètre de brièveté Râ la surface du vitochuvannya sous l'anneau de bandage et sous le collier napoleglivy est à blâmer mais pas plus de 10 microns. Sur les bords du retournement sous l'anneau du bandage, qui s'étend sur la surface intérieure d'atterrissage du bandage et sur le collier, se trouvent des chanfreins d'un diamètre de 1,5 mm sous la coupe de 45°. Il est permis de remplacer les chanfreins et d'arrondir les bords avec un rayon de 2 mm.
4.2.2.10 La tolérance d'incohérence du diamètre de la surface d'atterrissage du bandage dans la coupe transversale ne dépasse pas 0,2 mm, dans la coupe ultérieure - pas plus de 0,1 mm. Dans les périodes de forme conique, la conicité est directement responsable de l'influence de la surface du centre de la roue, ce qui se produit pour 4.2.2.4.
4.2.2.11 Les ouvertures supérieure et inférieure ne sont pas autorisées, en fonction de la valeur nominale du diamètre du bandage et du centre de la roue, supérieure à l'inférieure de plus 3 et moins 1,5 mm.
4.2.2.12 Les centres de roues et les roues à rouleaux pleins sont soumis à des tests par ultrasons selon GOST 4491 et GOST 10791 sont valides. Les centres de tiges d'acier, d'emboutissage et de forgeage sont dus au contrôle par ultrasons de la documentation réglementaire approuvée.
En raison des conditions météorologiques, il est permis de contrôler les défauts de surface et les méthodes magnétiques ou acoustiques dans les centres de roulement et d'emboutissage des roues, les centres des alliages de roues, les roues pleines.
4.2.2.13 Le bandage est soumis à des tests par ultrasons selon GOST 398, ainsi qu'à des tests magnétiques pour détecter la présence de défauts (fissures inférieures et transversales, poils, pleins, béants et autres) sur la surface d'atterrissage intérieure.
4.2.2.14 Les dimensions des roues et les entraxes des roues des locomotives présentant des défauts structurels sur 100 à 160 km/an (jusqu'à 130 km/an - pour les paires de roues des MVPS) sont dus à l'équilibrage statique, les entraxes des roues pour les paires de roues, qui sont donnés à équilibre dynamique. Le déséquilibre de la roue et du centre de la roue est en cause mais pas plus de 12,5 kg · div.
4.2.2.15 La pose du bandage sur le centre de la roue est réalisée par méthode thermique avec un ajustement serré de 1,2 · 10 -3 à 1,6 · 10 -3 du diamètre de jante du centre de roue. Le retrait de la jante du corps de roue dû aux déformations plastiques après sélection ne peut être supérieur à 20 % de l'étanchéité spécifiée avant moulage.
4.2.2.16 La température du pneumatique avant l'atterrissage sur le centre de la roue est à prendre en compte entre 220 °C et 270 °C. Pendant le processus de chauffage, il est nécessaire d'enregistrer sur le nez un programme de changements de température (schéma de chauffage) du bandage par heure, ainsi que de s'assurer que le chauffage est automatiquement activé lorsque la température maximale autorisée est atteinte.
4.2.2.17 Démarrer l'anneau de bandage au niveau du retournement du bandage avec le côté pressé à une température du bandage non inférieure à 200 °C et comprimer résiduellement l'épaule de pression du bandage avec du zusillyam 44 10 4 à 49 10 4 N (45 à 5 C. Le collier de bandage peut être fermement serré. L'espace entre les extrémités de l'anneau de protection de la troch est supérieur à 2 mm.
4.2.2.18 L'épaulement de serrage du bandage après le gaufrage est dû à une finition jusqu'à un diamètre qui correspond au diamètre extérieur (de montage) de la jante du centre de la roue avec des ouvertures limites de ± 0,2 mm, sur la dozhina (7 ± 1) mm à l'intérieur de la nouvelle extrémité du bandage, auquel les ajustements ultérieurs sur l'anneau de protection ne sont pas autorisés.
4.2.2.19 Contrôler la rotation du pneu sur le centre de roue pendant la première heure de fonctionnement après l'atterrissage du pneu sur les extrémités extérieures du pneu et la jante du centre de roue sur une ligne droite le long du rayon du stock roue, appliquer des marques de contrôle. Panneaux de contrôle à la vue du chotiriox - cinq noyaux de coins d'un diamètre de 1,5 à 2,0 mm avec des intervalles égaux entre les noyaux d'au moins 5 mm doivent être appliqués à au moins 10 et au plus 45 mm du diamètre intérieur du bord du collier de poussée du bandage. La marque de contrôle sur la circonférence du centre de la roue près de la rainure d'une profondeur de 0,5 à 1,0 mm et d'une profondeur de 10 à 20 mm doit être appliquée avec un outil émoussé.
Pour contrôler l'épaisseur minimale de la jante de la roue pleine, sur l'extrémité extérieure de la jante, une rainure annulaire a été appliquée au niveau de la rainure visible d'une largeur de 6 + 1 mm et d'une profondeur de 2 + 1 mm, vue de figure 4.
D- diamètre limite de la roue avec jante usée
Figure 4 - Gorge de Kiltseva
4.2.2.20 Après les lignes de contrôle, appliquer des smogs de contrôle d'une largeur de 30 à 40 mm :
Sur les bandages, j'émail l'ensemble du bandage en couleur rouge ;
Sur le centre de la roue Obid - couleur blanche (jaune).
4.2.3 Wimogi à la roue dentée (solide ou stock)
4.2.3.1 Paramètre de brièveté Râ la surface de l'ouverture de la roue dentée ou de la mère de la roue dentée pliée avant l'atterrissage sur l'ensemble ou l'abaissement de la mère du centre de la roue est à blâmer buti, microns, pas plus :
2.5 - avec la méthode thermique ;
5 - avec la méthode de la presse.
4.2.3.2 La tolérance d'incohérence dans le diamètre de l'ouverture de la roue dentée ou du noyau de la roue dentée pliée dans les coupes transversales et postérieures n'est pas supérieure à 0,05 mm. En période de forme conique, la conicité directe est due à la conicité directe de la surface d'atterrissage de l'axe, ou à la mère abaissée du centre de la roue.
4.2.3.3 Les dents d'engrenage (couronne) sont soumises à un contrôle magnétique pour détecter la présence de défauts de surface conformément à GOST 30803.
4.2.3.4 Outre le remplacement des engrenages des paires de roues des locomotives présentant des défauts structurels sur 100 à 160 km/an (jusqu'à 130 km/an pour les paires de roues des MVPS), il faut procéder à un équilibrage statique. Le déséquilibre excessif n'est dû qu'à 12,5 kg · div. Le lieu de roztashuvannya du masi innové par les neurones peut être marqué par des marques - le chiffre "0" du voile est de 8 à 10 mm.
4.3 Wimogi avant le pari de la roue
4.3.1 Tailles nominales des mises de base (div. smalls 1, 2, 3) :
UN= 1440 mm ;
B= 140 mm - pour les locomotives ( B= 150 mm - pour les bandages sans peigne) ;
B= 130 mm - pour MVPS ;
C- à partir de la documentation technique ;
D- Pour:
Numéros d'entrepôt des locomotives - selon GOST 3225 ;
Roues laminées laminées de MVPS - pour les esprits et chaises techniques ;
4.3.2 Paramètres des profils de jantes de roues pleines et bandages de roues :
Malyunok 5 - pour les paires de locomotives à roues avec une vitesse de construction allant jusqu'à 200 km/an ;
Malyunok 6 - pour les paires de roues de MVPS avec une vitesse structurelle jusqu'à 130 km/an.
Malyunok 5 - Profil de la jante de la roue pleine ou du bandage de la roue sélective des locomotives
Malyunok 6 - Profil de la jante de la roue pleine ou du bandage de la roue sélective des paires de roues de MVPS
Il est permis pour la météo de la roue avec un cadenas et du chef de l'infrastructure.
* En Fédération de Russie, le responsable de l'infrastructure est nommé par la loi fédérale dans le domaine du transport ferroviaire.
Pour les locomotives et MVPZ avec une vitesse structurelle jusqu'à 200 km/an inclus, il n'est pas permis d'augmenter la largeur nominale de la jante de la roue pleine ou du pneu de la roue de choix dans la paire de roues (div. petits 1, 2 et 3, taille B) 3 mm, et changement - plus bas de 2 et 1 mm ; pour paires de roues TPS avec fixations de construction supérieures à 200 km/an - ±1 mm.
Suppression d'autres tests - pour 14 grades (GOST 25346).
4.3.3 Écart admissible par rapport à la valeur nominale du diamètre en fonction de l'enjeu de la tige :
Bandages pour paires de roues de locomotives selon GOST 3225 ;
Bandages pour paires de roues de MVPS et offres pour GOST 5000.
Pour les TPS dont la vitesse structurelle ne dépasse pas 200 km/an, la différence entre les diamètres des roues au niveau de la zone de mise en acier laminé dans une roue ne peut pas dépasser 0,5 mm.
Pour les paires de roues en TPS d'une largeur de construction supérieure à 200 km/an, une différence de diamètre des roues au niveau du piquet d'acier laminé dans une paire de roues supérieure à 0,3 mm n'est pas autorisée.
4.3.4 Tolérance du battement radial du piquet du piquet roulé (div. petit 1, 2 et 3, valeur E) en cas de retournement dans les centres (tous B) pour TPS, buti n'est pas coupable, mm, plus :
0,5 - à v jusqu'à plus de 120 km/an ;
0,3 - à v jusqu'à plus de 120 km/an.
4.3.5 Largeur entre les extrémités intérieures des bandages (jantes) des roues (taille UN) pour le TPS peut être :
mm - à v jusqu'à plus de 120 km/an ;
(1440 ± 1) mm - à v jusqu'à plus de 120 km/an.
4.3.6 Tolérance du battement final des extrémités intérieures des bandages (obid) numéro ( g) heure de recontrôle dans les centres (tous B) pour le TPS n'est pas coupable de revisiter, mm :
1,0 - à v jusqu'à plus de 120 km/an ;
0,8 - à v jusqu'à plus de 120 km/an jusqu'à 160 km/an ;
0,5 - à v jusqu'à plus de 160 km/an jusqu'à 200 km/an inclus ;
0,3 - à v jusqu'à plus de 200 km/an.
4.3.7 Paramètre de brièveté Râ la surface du profil roulé et des peignes des roues des paires de roues du TPS avec une étanchéité structurelle ne dépassant pas 200 km/an ne dépasse pas 10 microns, les extrémités intérieures des bandages (jantes) des roues sont plus de 20 microns.
Pour les paires de roues de TPS avec une sécheresse de construction supérieure à 200 km/an, paramètre de brièveté Râ la surface du profilé roulé, les peignes des roues, la surface intérieure des pneumatiques (jantes) des roues, ainsi que la partie disque et la mère de la roue, ne sont pas coupables de plus de 6,3 microns.
4.3.8 Sur les extrémités intérieures des pneus des roues des paires de roues du TRS avec une rugosité structurelle n'excédant pas 120 km/an, des doublures noires rose-milieu d'une profondeur ne dépassant pas 1 mm sont autorisées, afin qu'ils ne dépassent pas le rayon du boudin de roue. Superficie totale de chornovine - pas plus de 50 cm 2.
4.3.9 La différence de largeur des extrémités intérieures des bandages (jantes) des roues par rapport aux extrémités intérieures des pièces de l'essieu avant (div. petits 1, 2 et 3, la différence de tailles) W) pour un pari sur une roue, il n'est pas coupable de surestimer 2,0 mm pour un jeu structurel jusqu'à 200 km/an inclus.
Pour les paires de roues TPS ayant une vitesse de construction supérieure à 200 km/an, la différence de dilatation pour une paire de roues ne doit pas être dépassée de 1,0 mm.
Tolérance de symétrie T entre les extrémités intérieures des bandages (jantes) s'il est nécessaire d'augmenter la valeur du champ de tolérance d'expansion UN selon 4.3.5 avec vikoristannі comme base du milieu de l'axe (div. malyunok 2, base K).
4.3.10 Le nombre de paris avec une fixation fixe sur l'axe (moyeu supporté du centre de roue) avec une roue dentée (roues dentées) pour les locomotives ayant un jeu structurel supérieur à 100 à 120 km/an (jusqu'à 130 km/an - pour les paires de roues MVPS) déséquilibre statique . La valeur du déséquilibre statique excessif de la roue peut être supérieure à 25 kg cm. Il est permis pour les paires de roues d'une valeur de balourd statique excessif afin d'éviter que les différentes moulures ne s'améliorent. 5.1.3.
Il est permis de modifier la re-vérification pour déséquilibre statique excessif des paires de roues en modifiant la re-vérification pour déséquilibre dynamique excessif. La valeur du déséquilibre dynamique excessif de la roue ne peut pas dépasser 25 kg cm au niveau de la peau de la roue de la roue.
4.3.11 Pour les paires de roues de locomotives présentant des défauts structurels sur 100 à 120 km/an livistyu yogo enveloppant l'axe schodo de déséquilibre statique peut buti zabezpechene pour le moulage des paris sur les roues. Les déséquilibres des centres de roues se répartissent dans un plan à partir d'un côté de l'essieu de la roue par. La valeur totale du déséquilibre statique excessif des centres de roues ne doit pas dépasser 25 kg div.
Il est permis de modifier la re-vérification pour déséquilibre statique excessif des paires de roues en modifiant la re-vérification pour déséquilibre dynamique excessif.
4.3.12 Les numéros de paris avec une roue dentée fixée rigidement sur l'essieu pour les locomotives présentant des défauts structurels de plus de 120 km/an (plus de 130 km/an - pour les paires de roues des MVPS) sont examinés pour un déséquilibre dynamique excessif.
La valeur du déséquilibre dynamique excessif dans la zone de la roue à peau du pari de roue pour les locomotives n'est pas coupable d'une surestimation du kg/cm :
12.5 - à v
7,5 - à v
La valeur du déséquilibre dynamique excessif au niveau de la roue cutanée pour les paires de roues de MVPS n'est pas coupable d'une surestimation de kg/cm :
25 - à v plus de 130 à 160 km/an inclus ;
15 - à v plus de 160 à 200 km/an inclus.
Pour les paires de roues de TPS avec une vitesse structurelle supérieure à 200 km/an, la valeur du déséquilibre dynamique excessif dans la zone de la roue à peau peut dépasser 5,0 kg cm.
4.3.13 La paire de roues du TPS, sur laquelle la roue est installée dans le support de roulement, qui supporte l'ensemble de la paire de roues et est fixée sur le moteur électrique de traction, et le transfert de couple à la paire de roues est effectué derrière l'arbre vide auxiliaire ou la boîte de vitesses de l'essieu, quelle est la possibilité d'un mouvement perceptible en arrière et à l'axe transversal de l'essieu de la paire de roues, donne une modification au déséquilibre dynamique supplémentaire lors de la fixation du support de roulement de la roue dentée en position médiane de l'essieu. La valeur du déséquilibre dynamique excessif est valable jusqu'au 4.3.12.
Il est permis de changer une telle paire de roues en cas de déséquilibre statique excessif et d'éviter la valeur du déséquilibre statique pour les éléments d'entrepôt du pari de roue (le centre de roue de la roue d'entrepôt, les détails de l'entraînement du pari de roue, la connexion avec le centre de roue , roue dentée Tilezhnoy) lors de la formation d'urahuvannyam vimog 5.1.3.
La valeur totale de l'excès de balourd statique du pari de roue ne doit pas être surestimée, kg cm :
25 - à v plus de 120 à 160 km/an inclus ;
15 - à v plus de 160 à 200 km/an inclus.
4.3.14 Revêtement Lakofarbova des paires de roues de locomotives et d'annexes - selon GOST 31365, paires de roues de MVPS - selon GOST 12549.
Pour les paires de roues TPS à sec de construction, supérieures à 200 km/an, la partie disque de la roue et les parties endommagées de l'essieu sont dues à une protection contre la corrosion.
4.3.15 Le support électrique entre les bandages des roues doit être blâmé mais pas plus de 0,01 Ohm.
4.3.16 Variation des paires de roues du centre de roue avec la partie disque, déformation de la forme, qui est le résultat de l'opération de décalage des tolérances sur l'écart entre les extrémités intérieures des bandes de roue (diamètre UN, 4.3.5) après chauffage des éléments du parterre de roues avec galvanisation à trois rouleaux et/ou intensive avec des tampons galvanisés sur la surface des bandes roulées, modification de l'assemblage des bandes par usure et réparation de la surface de les bandages roulés ne sont pas autorisés.
4.3.17 Coefficient admissible pour le stock de support pour l'essieu de la roue à l'entrepôt du pari de roue pour un TRS spécifique avec l'amélioration des besoins technologiques et opérationnels - selon GOST 31373.
4.3.18 La mobilité (rozrahunkova) de l'essieu du robot sans roue dans l'entrepôt de la paire de roues pour un TPS particulier avec l'amélioration des avantages technologiques et opérationnels - selon GOST 31373.
4.3.19 Distance de vibration de l'essieu de la roue à l'entrepôt du pari de roue pour un TRS spécifique avec des avantages technologiques et opérationnels améliorés - selon GOST 31373.
4.3.20 Coefficient admissible pour le stock de capacité statique de l'axe et le nombre de stocks dans l'entrepôt de salaires de roues avec l'amélioration de divers avantages technologiques et opérationnels - selon GOST 31373.
4.4 Marquage
Marquage et marquage des essieux des paires de roues de MVPS - selon GOST 31334.
Le marquage des essieux des paires de roues des locomotives après moulage et marquage après les tests de construction primaire est appliqué à l'extrémité droite de l'axe du zgіdno avec le chiffre 7.
Avec un entraînement unilatéral, nous entraînons l'extrémité bout à bout de l'axe du côté de la roue dentée. Avec un entraînement à double sens, ou une roue dentée symétrique, le marquage et le marquage sont marqués selon qu'il est libre pour le marquage, que le marquage des extrémités. Un tel cul avec marquage et tavruvannyam vvazhayut à droite.
En cas de confirmation de validité après la certification de la roue, marquer la marque sur le marché dans les zones, retirer les poinçons qui doivent être relevés avant la réparation de la roue, ainsi que sur le formulaire de le pari de la roue. En raison des caractéristiques de conception de la roue, il n'est pas possible de marquer le signe obigu sur le marché à l'extrémité de l'essieu, de mettre le signe obigu sur le marché sur une autre surface indiquée dans la documentation technique, ou seulement Sur le formulaire.
Zone je(appliquer une fois préparé)
1
- numéro umovny chi marque déposée de la production de l'axe ininterrompu ;
2
- le mois de cette rivière (deux chiffres restants) de préparation de l'axe noir ;
3
- le numéro de série de la chaleur et le numéro de l'axe ; 4
- marque de contrôle technique d'acceptation-virobnik
ce représentant a été accepté, yakі a déformé l'exactitude du transfert de marquage, et ils ont tout accepté ;
5
- numéro intelligent ou marque déposée de l'entreprise-virobnik, qui a complété le tout noir
Zone II(à appliquer lors du moulage d'un pari de roue)
6
- reconnaissance de la méthode de moulage des paries de roues [FT - thermique, F - pression,
TK - combinaisons avec la méthode thermique d'atterrissage de la roue (centre de la roue) et la méthode de pressage
atterrissage de la roue dentée sur la suspension, TK - combinaisons avec la méthode thermique d'atterrissage de la roue dentée
et la méthode de presse pour faire atterrir la roue (centre de la roue) dans son ensemble] ; 7
- marque de numéro intelligent chi
des entreprises qui ont fait vibrer le moulage du pari de roue ; 8
- le mois et la rivière moulage de la roue
pari; 9
- la marque du contrôle technique de l'acceptation-virbnik et du représentant de l'accueil,
avoir accepté une paire de roues ; 10
- équilibrer la marque
Comme les extrémités des essieux sont les éléments de travail de la conception des boîtes d'essieux, alors les marques de marquage et la marque sont frappées sur la surface cylindrique de l'épaulement ou sur l'autre surface non travaillante, attribuée au siège de travail ; hauteur des chiffres et des lettres 6 à 10 mm.
Figure 7 - Marquage et marquage des essieux des paires de roues
4.5 Aide à la documentation justificative
Pour ajouter un formulaire au pari de la roue en cuir. Dans le formulaire de pari roue, indiquez :
Tapez (nom);
Le nom de ce numéro mental de l'entreprise-virobnik ;
date de préparation;
La date et le numéro de l'acte d'acceptation par le réceptionniste-virbnik ;
Le signe de la chaise du pari de la roue ;
Données sur les axes, les roues cylindriques et les centres de roues et les bandages (priorité-virbnik vilivkiv, numéro de fusion) ;
Acceptation-virobnik et désignation de l'essieu du fauteuil, des roues complètes ou des centres de roues et des bandages ;
Pochatkovі razmіri parties principales de l'essieu (diamètres des cols et roulements des pièces ciselées et forgées, avant et arrière, diamètre de la partie médiane de l'essieu), diamètres d'atterrissage des moyeux de roue et des centres de roue, diamètres d'atterrissage extérieurs des roues centres et diamètres intérieurs des bandages, diamètres des colonnes selon le nombre de peignes, ainsi qu'un tas de bandages.
Sous forme de pari de roue, la date d'échéance est le transfert du côté du contrôle des contrôles et des réparations qui ont été effectués au dépôt ou à l'atelier de réparation (date, type de réparation, parcours, réparations effectives).
Avant le formulaire pour la paire de roues, le formulaire pour l'engrenage de roue (dents de roue) doit être appliqué.
5 Pari de roue de moulage
5.1 Emplacements des feux
5.1.1 La paire de roues doit être moulée par méthode thermique, pressage et combinée.
5.1.2 Avec la méthode combinée de moulage de la paire de roues (centre de roue), les noyaux des disques galvanisés sont installés dans leur ensemble par la méthode de presse, et l'engrenage de la roue - par la méthode thermique. D'autres méthodes de mise en forme des éléments de l'entrepôt dans les paris à roues sont autorisées.
5.1.3 Lors du moulage des paires de roues du TRS avec une étanchéité structurelle supérieure à 100 km/an, les masses centrales des roues doivent être déchirées dans le même plan d'un côté de l'essieu.
5.1.4 La conception des canaux de vapeur et de transfert des roues pour l'alimentation en huile sous étau de la zone d'entraînement des roues, de la roue dentée (le tapis de roue dentée) et du tapis des disques galvaniques de la suspension pour la formation du roue à vapeur (petite).
5.2 Méthode de formage thermique
5.2.1 Les paris quantitatifs sont formés par la méthode thermique conformément à la procédure établie.
GOST R 53191-2008.
5.2.2 Le chauffage divers du noyau de la roue pleine, de la roue dentée ou du centre de la roue dans l'ensemble avec un bandage n'est pas autorisé.
Vіd 0,85 10 -3 à 1,4 10 -3 diamètres de pièces pour reines de centres de roues et de roues ;
Vіd 0,5 · 10 -3 à 1,0 · 10 -3 diamètre des pièces pour reines de roues dentées et disques galmіvny.
5.2.4 La surface d'atterrissage de l'axe doit être recouverte de revêtements anticorrosion.
En tant que revêtement anticorrosion des surfaces de plantation de l'axe, il est recommandé de vicoriser l'huile siccative naturelle selon GOST 7931 ou l'huile d'olive traitée thermiquement (Sonyashnikov selon GOST 1129 ** ou llyanu selon GOST 5791). Il est permis d'appliquer d'autres revêtements anticorrosion dont la résistance à la corrosion par contact des pièces a été testée et qui ne réduisent pas la valeur de l'axe.
** Sur le territoire de la Fédération de Russie sous GOST R 52465-2005 (ici et ici).
5.2.5 Avant le moulage, les pièces installées dans leur ensemble, à l'exception des roues dentées, sont chauffées uniformément à une température de 240 °C à 260 °C et enregistrent le diagramme de chauffage. Température de chauffage des roues dentées en aciers alliés - pas plus de 200 °C, des roues dentées en acier de qualité 55 (F) *** - pas plus de 260 °C. La température de chauffage des roues dentées, qui doivent remplacer les éléments à ressort non métalliques, ne dépasse pas 170 °C.
*** Sur le territoire de la Fédération de Russie, des cis ont été installés selon GOST R 51220-98.
5.2.6 Après avoir terminé le moulage par la méthode thermique et atteint la vapeur de roue sélectionnée à une température qui ne dépasse pas la température du noyau superflu plus inférieure de 10 °C, la température des éléments de vapeur de roue pour TPS avec une structure visser istyu pas plus de 200 km/an sur les objectifs de l'axe de contrôle zsuv :
(636 ± 20) kN [(65 ± 2) tf] - sur la peau de 100 mm de diamètre des parties rapprochées de l'essieu sous les paliers des roues de roulement et des centres de roues pour les paires de roues de locomotives ;
(568 ± 20) kN [(58 ± 2) tf] - sur la peau de 100 mm de diamètre des parties du cou-de-pied de l'essieu sous l'atterrissage des roues de roulement et des centres de roues pour les paires de roues de MVPS ;
(432 ± 20) kN [(44 ± 2) tf] - sur la peau de 100 mm de diamètre des parties sous les pieds de l'essieu sous l'atterrissage de la roue dentée ou le noyau de la roue dentée pliée (une ou deux) pour les paires de roues des locomotives dont le diamètre nominal de la roue sur le piquet roulé n'est pas inférieur à 1 200 mm ;
(294 ± 20) kN [(30 ± 2) tf] - sur la peau de 100 mm de diamètre des parties sous les pieds de l'essieu sous l'ajustement de la roue dentée ou du noyau de la roue dentée repliée (une ou deux), un noyau de disque en galmium (un ou deux) pour les paires de roues en TPS d'un diamètre nominal de roue derrière un piquet roulé jusqu'à 1200 mm ;
(245 ± 20) kN [(25 ± 2) tf] - sur la peau de 100 mm de diamètre de l'utérus immergé du centre de la roue sous l'ajustement de la roue dentée.
Il est permis d'augmenter la valeur maximale de la tension axiale de contrôle de 10 % avec l'amélioration des tensions installées.
Il est permis de revérifier l'atterrissage de la roue dentée sur l'utérus abaissé du centre de la roue avec un moment de contrôle de (9,8 ± 0,8) kN m [(1,0 ± 0,08) tonne m] par carré de peau de 100 mm de diamètre de l'utérus abaissé du centre de la roue. Après l'atterrissage de la roue dentée au bas du centre de la roue sur l'avion adjacent à la surface d'atterrissage, appliquez une marque de contrôle. Le signe de contrôle est appliqué avec un outil émoussé à proximité de la rainure d'une profondeur ne dépassant pas 0,5 mm et d'une profondeur ne dépassant pas 10 mm.
Pour les paires de roues de TPS avec un dégagement structurel supérieur à 200 km/an, l'axe de gravité de contrôle en kilonewtons doit être compris entre 5,2 et 5,8. d (d- diamètre de la partie d'accès de l'essieu, mm) jusqu'à ce qu'elle soit installée dans la documentation de conception pour les tensions de cet entraînement (roue de roulement, centre de roue, roue dentée, tapis de roue dentée plié, tapis de disque galvanisé de suspension).
Le Zsuv ou le démarrage (déplacement du signe de contrôle) ne sont pas autorisés.
5.3 Méthode de moulage sous presse
5.3.1 Pièces qui sont installées sur le dessus (roues, entraxes de roues ou entraxes de roues en assemblage avec bandages, engrenages de roue, tapis de disques galvanisés), et le tout avant pressage à la même température. Il est permis de modifier la température de la roue au-dessus de la température de l'axe du troch de plus de 10 °C.
5.3.3 Les surfaces d'atterrissage de l'axe des pièces, qui sont installées dans leur ensemble, doivent être recouvertes d'une boule uniforme d'huile siccative naturelle selon GOST 7931 ou de gouttes de rosée traitées thermiquement (chanvre selon GOST 8989, lyan selon GOST 5791 ou soniashnikovo selon GOST 112). Il est permis d'appliquer d'autres revêtements anticorrosion dont la résistance à la corrosion par contact des pièces a été testée et qui ne réduisent pas la valeur de l'axe.
5.3.4 L'interdiction des pièces pour tous et la revérification des tensions axiales de contrôle zsuv sont effectuées sur une presse hydraulique. La presse est responsable de la possession d'un dispositif d'étalonnage pour le contrôle de la susilla et d'un dispositif automatique auto-écrit qui fixe sur un nez papier ou électronique le schéma de susilla du pressage d'une roue (centre de roue), d'une roue dentée, de disques galvaniques et un train d'atterrissage avec une force d'étirement ї opérations de pressage.
La classe de précision de la pièce jointe auto-écrite n'est pas inférieure à 1,5 %, l'erreur au cours des diagrammes n'est pas supérieure à 2,5 %, la largeur de la ligne d'enregistrement n'est pas supérieure à 0,6 mm, la largeur du la ligne du diagramme n'est pas inférieure à 100 mm, l'échelle de l'enregistrement doit être d'au moins 1:2 en hauteur avec des diagrammes de 1 mm ;
5.3.5 Le pressage des roues (centres de roue) sur tout et le pressage des roues dentées sur tout ou centre de roue (disques galvanisés) pour les paires de roues de TRS avec un jeu structurel ne dépassant pas 200 km/an doivent être effectués avec des roulements d'extrémité gagnants vіdpіdatі zaznachimy і tabіlі 1 lorsque la vitesse du piston de la presse hydraulique ne dépasse pas 3 mm/s.
Tableau 1
|
Détail du pari sur la roue |
Kіntseve zusillya zapresuvannya sur la peau surface d'atterrissage de 100 mm de diamètre, |
||
|
Roue d'entrepôt (roue cyl_sne) |
Centre Kolisny |
||
|
Toutes les locomotives |
|||
|
Disque galm_vny de roue dentée |
|||
|
Hub du disque galm_vny |
|||
|
* En cas d'appui sur le tabouret du centre de roue. ** Pour le livret numéroté, la valeur pour les paires de roues avec un diamètre de roues sur le piquet peut aller jusqu'à 1200 mm, pour la bannière - supérieure à 1200 mm. |
|||
5.3.6 Le pressage des roues, disques galvanisés et roues dentées dans leur ensemble pour les couples de roues de TPS présentant des défauts de structure supérieurs à 200 km/an est effectué sur un diamètre d en millimètres avec zusills terminaux, pressant en kilonewtons dans la plage de 3,9 à 5,8 d avec un taux de réussite à long terme de 0,8 d jusqu'à 1.1 d.
5.3.7 Le diagramme indicateur normal de la compression est dû à sa mère la forme d'une courbe douce, légèrement gonflée en montée, qui s'étend sur toute la longueur de l'épi jusqu'à la fin de la compression. Modèle - schéma pour presser les paires de roues petites 8.
Autorisé ainsi dans dhilennya dans les diagrammes normaux ї zapresuvalі ї.
1
- domaine des diagrammes de prépression ; 2
- courbe maximale ; 3
- Courbe minimale ;
P.- pressage des susillas, kN ; P. maximum P. min - en fonction du kit maximum et minimum kіtsevі zusillya
l'interdiction est claire dans le tableau 1 ; L- longueur théorique avec diagrammes, mm
Malyunok 8 - Modèle - schéma de pressage
5.3.7.1 Au point d'oreille avec diagrammes (la zone de transition de la partie d'extrémité vers la partie cylindrique), le mouvement strié de la susilla ne dépasse pas 49 kN (5 tf) avec une section horizontale distante, pas plus plus de 5% de la longueur théorique du diagramme L.
5.3.7.2 La présence de maidanchiks ou de dépressions sur les diagrammes dans les zones de pourriture des tours dans les canaux d'huile sur l'utérus, leur nombre est dû au nombre de tours.
5.3.7.3 Courbure par diagrammes avec croissance ininterrompue de la susilla pour l'esprit, que l'ensemble tordu, cramoisi 5.3.7.2 maidanchiks et dépressions, se venge davantage derrière la ligne droite sur ce diagramme, la susilla minimale autorisée P. min pour ce type d'axe.
5.3.7.4 La droite horizontale sur les schémas en fin de compte est interdite sur la pente qui ne dépasse pas 15% de la pente théorique sur les schémas L, sinon la chute de la susilla ne dépasse pas 5% de la susilla de la presse P. max sur la valeur, qui ne dépasse pas 10% de la valeur théorique d'après les schémas L.
5.3.7.5 Stribkopodіbіbіbіbіbіbіbіbіbіbіbіbіbіbіshchennya zusillya dans le diagramme kinci, yakshcho konіzієє kolії ї pari ou tekhnologiє molіvvannya zadbacheno s'adapte jusqu'à l'arrêt dans n'importe quel élément.
5.3.7.6 Colivanation de la susilla en cas de compression avec une amplitude ne dépassant pas 3% de la susilla de la compression P. max à la baisse, qui ne dépasse pas 15% du temps d'arrêt théorique d'après les schémas L lorsqu'il est pressé, le kolіs est avec un utérus enfoncé.
5.3.7.7 Ajustement pour une précision jusqu'à 20 kN (2 tf) dans la valeur limite maximale selon le diagramme.
5.3.7.8 En cas de susceptibilité finale des paires de roues à 10 % inférieure ou supérieure à la valeur limite de la plage définie dans le tableau 1 (sans ajuster le mouvement admissible en forme de traînée de la susilla selon 5.3.7.5), le le vérificateur en présence d'un remplaçant est chargé d'effectuer une re-vérification de l'ajustement à la presse avec un triple additif au niveau du pivot droit en forme de zusilla zapresuvannya. Pour revérifier la valeur finale modifiée de la compression sur l'axe de commande du variateur, il est possible d'ajouter 1,2 de la valeur de compression réelle. Pour la revérification du seuil d'extrémité le plus grand, la compression de l'axe de contrôle de la tension peut être cohérente avec le seuil maximal de compression du tableau 1.
5.3.7.9 La limite de pression réelle ne doit pas être inférieure à 85 % de la limite de pression théorique L, mm, comment calculer selon la formule
L = (L 1 + L 2) · je,
de L 1 - dozhina du bac à litière au contact de l'utérus du centre de la roue par le haut, mm ;
L 2 - insertion supplémentaire de la matochine (comme mentionné dans la documentation de conception), mm ;
je- des diagrammes à l'échelle pour dovzhina.
Le temps réel de pressage des diagrammes pour la mère du disque galvanique est dû mais pas inférieur à 105 je.
5.3.7.10 En cas de rejet de schémas insatisfaisants ou d'incohérence de la valeur du roulement d'extrémité du jeu de pressage dans le tableau 1, il est permis d'appuyer à plusieurs reprises (pas plus de deux fois) sur la roue (centre de roue) sur la suspension sans traitement mécanique supplémentaire de la surface d'atterrissage pour l'apparition de bavures sur les surfaces d'atterrissage du centre de roue).
Lorsque la roue (centre de roue) est réappuyée, elle peut être réduite de 15% de la totalité de la valeur de la limite inférieure de la zone d'extrémité, insérée dans le tableau 1.
6 Règles d'admission
6.1 Quantité de paris pour contrôler la conformité à la même norme lors des tests de construction primaire (PS), périodiques (P), typiques (T) selon GOST 15.309 et des tests de confirmation des tests (C).
La liste des paramètres de contrôle et des méthodes de test du pari de roue est donnée dans le tableau 2.
Tableau 2
|
Paramètre de contrôle |
Pointez vers la norme, de quoi venger vimogi, yakі revérifier l'heure des tests |
Exemple de méthode * |
|||
|
bâtiment d'accueil |
périodique |
pour vérification |
|||
|
1 Rozmіri, tolérances et forme |
4.2.1.2 - 4.2.1.4, 4.2.2.2, 4.2.2.4, 4.2.2.5, 4.2.2.9 - 4.2.2.11, 4.2.2.17 - 4.2.2.19, 4.2.3.2, 4.3.1 - 4.3.6, 4.3.8, 4.3.9 |
4.3.3 - 4.3.6, 4.3.9 |
7.1.2, 7.1.4 (PS, P, T), 7.1.5 |
||
|
2 Aspect étoilé et moulin (luminosité) de la surface, y compris la propreté de l'ouvrage (brièveté) |
4.2.1.1, 4.2.2.3, 4.2.2.8, 4.2.2.9, 4.2.3.1, 4.3.7, 4.3.8 |
7.1.1 (PS, S), 7.2 (P, S) |
|||
|
3 Puissance mécanique et entrepôt chimique |
7.1.15 (PS), 7.2 (P) |
||||
|
4 Souvenir des nomades |
|||||
|
5 Température de chauffage des pièces qui se produisent |
4.2.2.16, 4.2.2.17, 5.2.2, 5.2.5, 5.3.1 |
||||
|
6 La présence de défauts dans le métal : |
|||||
|
Contrôle par ultrasons |
4.2.1.5, 4.2.2.12, 4.2.2.13 |
||||
|
Contrôle magnétique |
4.2.1.5, 4.2.2.13, 4.2.3.3, 4.2.11 |
||||
|
contrôle acoustique |
|||||
|
7 Déséquilibre : |
|||||
|
statique |
4.2.2.14, 4.3.10, 4.3.11, 4.3.13, 5.1.3 |
4.3.10, 4.3.11, 4.3.13 |
|||
|
Dynamique |
4.3.10, 4.3.12, 4.3.13 |
||||
|
8 valeurs de précharge pour les pièces réalisables |
4.2.2.15, 5.2.3, 5.3.2 |
||||
|
9 détails de Mitsnіst z'ednannya qui se produisent |
4.2.2.17, 5.2.6, 5.3.5 - 5.3.7 |
5.2.6, 5.3.4 - 5.3.6 |
7.1.10 (PS, S), 7.1.11 (PS), 7.2 (P, S) |
||
|
5.3.7.1 - 5.3.7.9 |
|||||
|
10 Paramètres du profil du pneumatique (jante) de la roue en fonction de l'enjeu roulé |
|||||
|
11 Opir électrique |
|||||
|
12 Retrait du centre de roue dû à une déformation plastique |
|||||
|
13 UN) type de chauffage lors de la galvanisation et changement de bandages lors du meulage |
|||||
|
14 Coefficient du support de stock pour le stock d'essieux et le nombre de stocks à l'entrepôt du pari des roues |
|||||
|
15 Coefficient du stock de capacité statique de l'axe et numéro de l'entrepôt du pari roue |
|||||
|
16 Vitrivalité entre l'axe de la roue à l'entrepôt du pari de la roue |
|||||
|
17 Immobilité (rozrakhunkova) de l'essieu du robot sans roue à l'entrepôt de la parade des roues |
|||||
|
18 Markuvannya |
|||||
|
19 Farbuvannya yakiste |
|||||
|
* Pour les paramètres non affectés aux types de tests, des tests sont effectués pour tous les types de tests. |
|||||
6.2 Réception des tests
6.2.1 Test de réception des pièces de la roue par et de la roue en cuir par dans la collecte des coupables mais effectué avant la présentation des certificats, d'autres documents confirmant la qualité, des schémas de réexamen des roues sur la base des diagrammes de pressage, ainsi que les formes de parité des roues et des roues dentées.
6.2.2 Sur les éléments de ce nombre de paires qui ont réussi les tests de construction primaire, les marques primaires du virobnik de fabrication sont appliquées, et au moment de leur réalisation par l'autre organisme de contrôle - la marque primaire.
6.2.3 En cas d'incohérence, selon la norme, les détails du pari de roues, préparés avant le stockage, cette paire de roues doivent être rejetés.
6.3 Tests périodiques
6.3.1 Des tests périodiques doivent être effectués au moins une fois par rivière dans la communauté des tests de construction primaire, avec lesquels il est nécessaire de contrôler en outre :
Revêtement Yakist obrobka - sur deux parties de la construction cutanée ;
Yak_st zmіtsnennya nakochuvannyam - selon GOST 31334 ;
Mіtsnіst z'єdnannya bandage avec le centre de la roue - sur deux paires de roues de types de peau du bandage.
6.3.2 En cas d'incohérence, selon la norme, je souhaite répéter les tests sur une seule pièce (détail) sur un double nombre de paires de roues. En cas de résultats insatisfaisants, l'essai des paires de roues priymannya est épinglé jusqu'à ce que la cause soit résolue.
6.4 Essais de type
6.4.1 Des tests typiques doivent être effectués :
Lors de la modification de la conception du pari de roue (pour les paramètres 1 à 3, 5, 7 à 17 du tableau 2) ;
Lorsque vous utilisez des matériaux avec moins de puissance mécanique, modifiez le processus technologique de préparation des pièces de la paire de roues et de leurs ébauches ou changez l'usine de fabrication (pour les paramètres 1 - 6, 8 - 10, 12, 14 - 17 du tableau 2) ;
Lors du changement de méthode de constitution d'un pari sur roue (pour les paramètres 1, 2, 4, 5, 8, 9, 12 du tableau 2) ;
Lors du changement d'un système galvanique, il est nécessaire d'ajouter un entraînement mécanique ou thermique à une paire de roues (roue) (pour les paramètres 1 - 3, 5, 8, 9, 13 du tableau 2) ;
Lorsque zbіlshennі navantazhennya axial par paire de roues ou rigidité structurelle, changez le schéma navantazhennya (paramètres 1 - 5, 7 - 9, 13 - 17 Tableau 2).
6.4.2 Réfléchir à réaliser des essais types selon les esprits du fonctionnement des paires de roues selon les principaux paramètres (tension statique et dynamique sous forme de paire de roues sur les rails, vitesse de direction, force de traction et galvanisation).
6.5 Règles de sélection des fentes pour la confirmation de la paire de roues
Les tests visant à confirmer la viabilité des paires de roues sont effectués sur des échantillons sélectionnés par la méthode de sélection verticale selon GOST 18321, après avoir effectué des tests préliminaires. Le nombre d'échantillons à tester pour confirmer la validité des paires de roues n'est pas inférieur à deux.
7 Méthodes de test
7.1 Dans le cas de tests de construction primaire, la viabilité de la norme sélectionnée est déterminée par des méthodes et des méthodes offensives.
7.1.1 L'aspect clair et la luminosité de la finition de surface doivent être vérifiés visuellement pour une clarté supplémentaire de la surface conformément à GOST 9378 ou avec un profilomètre. Le contrôle des paramètres de brièveté est effectué en trois points, un à la fois, un à la fois.
7.1.2 Déviations admissibles en cas d'extension de ligne, - selon GOST 8.051.
Lors du contrôle de l'expansion supérieure à 500 mm, l'erreur marginale d'une mesure particulière de vimiryuvan, qui zastosovuetsya, n'est pas responsable du dépassement de 1/3 de la valeur de tolérance établie par la norme cim.
Les batailles radiales et finales sont reconsidérées par un indicateur du type correct, et elles sont désignées comme la moyenne arithmétique des résultats d'au moins trois essais.
7.1.3 Les valeurs d'étanchéité de l'ajustement des pièces, qui sont obtenues, sont déterminées avant le moulage de la roue en modifiant les diamètres d'ajustement en їх mois obtenus par un alésage micrométrique selon GOST 868 et un support micrométrique selon selon GOST 11098 en trois coupes x le long de la longueur du palier et dans deux plans mutuellement perpendiculaires. Pour la valeur du diamètre de la zone blessée, les détails suivants sont mesurés par la valeur moyenne des résultats de six plaies cutanées.
Il est permis d'installer un autre instrument de mesure, qui garantira la précision nécessaire de l'instrument de mesure.
7.1.4 L'exactitude de la ressemblance réelle des surfaces d'atterrissage doit être vérifiée par rapport aux résultats des mesures de 7.1.3 pour les valeurs des mesures à deux croisements extrêmes pour la longueur de l'atterrissage des surfaces d'atterrissage. dans deux plans perpendiculaires entre eux. Pour la valeur du diamètre lors de l'atterrissage extrême, prenez la valeur moyenne de deux vimiryuvan au niveau de la coupe cutanée.
7.1.5 La largeur de la bande de roulement de la roue pliée est mesurée en trois coupes le long du piquet sur une largeur d'au moins 100 mm, en fonction des chiffres extrêmes du marquage.
7.1.6 Le profil du pneu (jante) de la roue doit être vérifié avec un gabarit correspondant à partir des rainures limites sur la 1ère dimension ± 0,1 mm. Le jeu admissible entre le gabarit et le profil du pneu (jante) de la roue n'est pas à blâmer pour le passage de la jauge d'épaisseur sur 0,5 mm le long de la surface de la tige et du corps du peigne, 1 mm - le long de la hauteur du peigne, avec lequel le gabarit est blâmé mais pressé contre l'extrémité intérieure du pneu (jante) de la roue .
Contrôle magnétique selon GOST 21105 et contrôle acoustique - selon GOST 20415.
Remarque - Lors de l'évaluation des résultats des tests par ultrasons, il existe des signes d'acceptation qui identifient le défaut, qui peuvent constituer des certificats de vérification valides.
7.1.8 L'excès de déséquilibre statique ou dynamique est réévalué sur le couple de roues, ou okremo derrière les pièces de rangement lors du moulage du couple de roues, il est possible de compléter A.
7.1.9 La température de chauffage des pièces de la paire de roues avant leur atterrissage doit être contrôlée par le schéma de chauffage avec les raccords et accessoires qui contrôlent l'augmentation de la température, empêchant ainsi le dépassement de la valeur limite. Pohibka vimiru - ±5 °C.
7.1.10 Il est nécessaire de vérifier les détails suivants à partir de la source :
Avec la méthode de plantation par pressage - selon la forme des schémas de pressage et le vidpovidnostі kintsevіm zusilyа vidpovidno au tableau 1.
Avec la méthode d'atterrissage thermique, il s'agit d'un triple complément au contrôle régulé de la navigation axiale (suwu), avec lequel les diagrammes de rotation sont enregistrés.
Le moment de l'atterrissage de la roue dentée au bas du centre de la roue est vérifié par le couple de commande (par tour) selon 5.2.6, avec lequel l'entraînement est enregistré par des diagrammes.
7.1.11 La largeur d'ajustement du bandage et de l'anneau de bandage sur la paire de roues en cuir doit être tordue après avoir heurté la roue en tapotant avec un marteau slusar (GOST 2310) sur la surface de la barre roulée et l'anneau de bandage n'est pas moins que inférieur pour deux ou plusieurs distances égales de leurs points. Les sons étouffés ne sont pas autorisés.
7.1.12 Le support électrique doit être vérifié sur le couple de roues, installé sur le support de la dépendance, ce qui permet de tester le support électrique entre les bandages (obides) du couple de roues avec ND*, homologué de la manière prescrite.
* Sur le territoire de la Fédération de Russie, les cis ont été installés selon GOST R 52920-2008.
7.1.13 Le marquage doit être vérifié visuellement. Le couple de roues avec des marques illisibles est coupable d'être rejeté.
7.1.14 Méthodes de contrôle de la capacité des paires de roues de locomotives selon GOST 31365, MVPS selon GOST 12549.
7.1.15 Autorité mécanique et entrepôt chimique pour les pièces métalliques des paires de roues, mais confirmées par des documents sur la qualité des entreprises - ébauches de forge (pièces forgées).
7.2 En cas d'essais périodiques, la validité de la norme peut être déterminée par les méthodes et méthodes suivantes :
La qualité de la finition de la surface des pièces avant le moulage de la roue - le contrôle des paramètres de brièveté de la surface selon GOST 2789 ;
La gravité de la progression des incrustations - la visualisation des axes des éclaircies tardives dans les shiyts, les sous-étapes, les parties médianes, ainsi que vibirkovo dans les zones de roztashuvannya zholobnikov selon ND **, durcis de la manière prescrite ;
** Sur le territoire de la Fédération de Russie, les centres ont été installés à.
Mіtsnіst z'єdnannya bandage avec le centre de la roue - vimіryuvannya réel razmіrіv z'іdnannya z'іdnannya z'іdnannya znyattya bandage, valeur rozrahunkom d'étanchéité et réglage des valeurs vihіdnym d'étanchéité ;
La puissance mécanique du métal doit être vérifiée sur les ouvrants pivotants - roues selon GOST 10791, essieux selon GOST 31334, centres de roues selon GOST 4491, bandages selon GOST 398 ou autre ND durci.
7.3 Dans le cas de tests typiques, la viabilité d'une norme donnée est déterminée par des méthodes et des méthodes offensives.
7.3.1 La modification de l'étanchéité réelle (retrait) du centre de la roue doit être déterminée en modifiant les diamètres des surfaces d'appui des pièces, qui se produisent dans trois zones sous la coupe à 120° sur toute la longueur du piquet, avant pose et après retrait du bandage - selon 7.2, à qui le changement d'étanchéité est coupable mais pas plus que transféré vers 4.2.2.15.
7.3.2 Modifications entre les extrémités intérieures des bandages des roues lors du chauffage lors de la galvanisation avec des blocs sur la surface de la roue roulée, il est nécessaire de désigner les éléments d'extrémité à l'aide de la méthode rozrachunk avec l'idéalisation (fractionnement) de la roue avec éléments en vrac ou bien l'expert par la méthode mentale, un moyen de mettre en œuvre une galvanisation en mode 3 rouleaux avec une traction de 20 min à un coefficient de patins jusqu'à 0,5 en poids maximum avec une vitesse non inférieure à 40 km/an sur de longues descentes et de longs galmuvans pour faire du trivaly.
7.3.3 Les modifications de l'acier entre les extrémités intérieures des pneus des roues après le changement du bandage (jante) en raison de l'usure et du tournage de réparation du profil de l'acier laminé sont déterminées par la méthode rozrachunk des éléments d'extrémité avec le idéalisation (décomposition) du volume de la roue par eux-mêmes ou par la méthode expérimentale de rotation à billes de la surface de la roue roulée du maximum jusqu'à la limite de la tovshchina, règles établies pour l'exploitation technique de la baie ***.
*** Sur le territoire de la Fédération de Russie, des centres ont été installés.
7.3.4 La valeur du coefficient de support de stock pour l'essieu de roue à l'entrepôt du pari de roue pour un TRS spécifique avec l'amélioration des besoins technologiques et opérationnels - selon GOST 31373.
7.3.5 La désignation de la capacité d'enroulement de l'essieu de la roue à l'entrepôt du parc de roues pour un TPS spécifique avec l'amélioration des avantages technologiques et opérationnels est basée sur GOST 31373.
7.3.6 La valeur attribuée du coefficient pour le stock de capacité statique de l'axe et le nombre et la capacité (rozrahunkova) de l'axe du robot sans roue et le nombre à l'entrepôt du pari de roue avec l'amélioration des besoins technologiques et opérationnels - pour GOST 31373.
7.4 Les résultats du test sont enregistrés avant le protocole de test.
Le protocole de test est coupable de ces données :
Date de prélèvement ;
Type de test ;
Importance du pari de la roue ;
Zasib vimiru ;
Essayez les résultats.
7.5 Certificat de vérification dû au certificat de confirmation de la mère du type et au certificat de vérification.
Les possessions, qui zastosovuєtsya, peuvent être attestées vodpovidno avant la législation sur la sécurité de l'unité de vimіryuvan.
8 Transport et économies
8.1 Kolisni Paris, avec une plate-forme à cornes, une voiture d'une voiture avec des arbres, une plate-forme sliz rostashovati symétriquement posdizhno-osi (carrosserie), une roue empilée de roues d'arbres, clouée au sol, piquante aux pydlogs du fer à cheval de transport. Kolіsnі pari povinnі buti mіtsno fixé au pіdlіg vіdlogi vіdpalenіm drotom diamètre 6 mm, schob niknutih vіlіh vіlіvі kolіsnih paires une à une. Lors du transport de paires de roues sur la plate-forme aérienne ou sur des machines avec des supports métalliques, les paires de roues doivent être installées sur des supports spéciaux, car elles sont solidement fixées à la barrière de transport.
8.2 Lors du stockage et du transport du joint de roue, le col de la partie moyeu avant des essieux et les roues dentées des soufflets sont recouverts d'un entrepôt anticorrosion, jusqu'aux groupes de protection 1 - 2, avec l'option de protection VZ -1, selon GOST 9.014.
Avant le transport des roues, les cols d'essieu et les dents des roues dentées sont constitués de pneus, qui sont protégés par des pneus - des courroies en planches de bois, enfilées sur du bois avec un enrouleur ou clouées sur une ligne de déchiqueteuse métallique. Les dents des roues dentelées sont brûlées avec du papier résistant à l'eau et protégées des dommages.
Les coutures métalliques, les saletés et les fleurs ne sont pas la faute du col de l'axe.
Avec une sécurité insignifiante, il est permis d'entourer en plus le cou et les engrenages de la roue avec de la toile de jute, du parchemin.
8.3 Les roulements d'essieu du réducteur du moteur de traction doivent être fermés avec des carters de protection, et les roulements des moments réactifs importants dans les paires de roues des trains diesel doivent être enveloppés d'un sac.
8.4 Lors du transport et du stockage, il n'est pas autorisé :
Sautez le nombre de paris et leurs éléments ;
Mettre des crochets et des lances sous les mécanismes du cou et sous les pieds des essieux des paires de roues ;
Attention à la quantité de vapeur souterraine sans installation sur rails.
8.5 Sur la peau de la paire de roues, l'officiel est coupable de buti apposé une plaque de métal ou de bois avec du farboi battu ou appliqué tel danim :
Nom du dirigeant ;
point de reconnaissance,
Numéro de pari de roue.
Au moment de la livraison du pari à roues avec boîtes d'essieux, une plaque métallique est fixée sur le boulon du couvercle avant de la boîte d'essieu droite, sur laquelle est estampillé le numéro du pari à roues, car il n'est pas frappé sur le cas de la boîte d'essieu ou de la roue avant.
9 Garantie
9.1 Le fabricant garantit les performances des paires de roues au plus haut niveau pour la compréhension des règles de fonctionnement * et dans l'étendue de la distribution 8.
* Sur le territoire de la Fédération de Russie, des centres ont été installés.
9.2 Durée de garantie pour la fabrication des pièces (essieu, roue, corps de roue, roue dentée) - 10 ans.
Remarque - La garantie s'applique au moment de la reformation du pari de roue.
9.3 Conditions de garantie pour le fonctionnement des pièces de pari à roues :
Centres de roues Lith - selon GOST 4491 ;
Autres détails - pour TU pour une pièce spécifique.
Remarque - Les délais de garantie sont calculés à compter de la mise en service du pari roue à compter de la date précisée dans le formulaire d'établissement du pari roue pour TPS.
10 Wimogi protège les enfants
10.1 Je vais regarder autour de moi pendant une heure, regarder autour de moi ce moulage de paires de roues en raison de la sûreté et de la sécurité du travail selon GOST 12.3.002.
10.2 Lors de l'exécution de travaux de formation de paires de roues dues au transfert, veillez à la protection du milieu de travail et des fluides superflus lors de l'afflux de facteurs de production dangereux et lourds selon GOST 12.0.003.
* Sur le territoire de la Fédération de Russie, des normes d'hygiène ont été établies dans les normes d'hygiène « Concentrations limitées admissibles (GDK) de parole pelucheuse à proximité de la zone de travail » (DN 2.2.5.1313-03), approuvées par le ministère de la Protection de la santé I. suis Fédération de Russie 27 avril 2003
10.4 Les travaux liés aux vibrations et aux tests des paires de roues doivent être effectués dans des locaux dotés d'une ventilation par marée selon GOST 12.4.021.
10.5 Les indicateurs du microclimat des habitats sont à l'origine du soutien de la ND**, approuvée par l'autorité nationale du gouvernement victorieux.
10.6 Le niveau de bruit et de vibrations sur les lieux de travail n'est pas responsable du dépassement des normes établies par la ND **, approuvées par l'autorité nationale du gouvernement victorieux.
** Sur le territoire de l'Ukraine, des mauvaises herbes ont été installées dans le cadre des « Mauvaises herbes hygiéniques pour les engrais microclimatiques ». Règles et normes sanitaires » (SanPiN 2.2.4.548-96), approuvées par le Comité d'État pour l'examen sanitaire et épidémiologique de Russie le 01.10.1996.
10.7 L'éclairage des lieux de travail et des zones de travail peut être soumis aux meilleures normes et règles possibles.
10.8 Le personnel employé dans la production de paires de roues peut bénéficier d'une protection individuelle selon GOST 12.4.011.
Addenda A
(obov'yazkove)
Revérification des déséquilibres statiques et dynamiques excessifs
A.1 Revalidation du balourd statique excessif
L'excès de balourd statique est réévalué sur un essieu monté avec des axes de boîte d'essieu sur le support du support d'équilibrage. Avec une pointe imitant le pari de la roue, qui est kolivaetsya sur le support, le rayon-vecteur du déséquilibre du redressement.
Pour déterminer la valeur de l'excès de balourd statique, celui-ci est sélectionné et fixé à la partie supérieure d'une des roues sur le rayon. r vue masoyu m donc, déséquilibre schob yogo déséquilibre dorivnyuvav vihіdnuyu.
M. = m 1 r 1 .
En cas de déséquilibres égaux, la paire de roues peut devenir égale sur les supports horizontaux du support dans n'importe quelle position lors de la rotation de l'axe de l'emballage.
Trop de déséquilibre statique du pari de la roue D ost, kg cm, calculer selon la formule
D ost = M.
et correspondent aux valeurs admissibles 4.3.10, 4.3.11, 4.3.13.
En cas de dépassement de la valeur admissible du déséquilibre statique excessif du montant du pari, le pari est remis au broyage supplémentaire avec une re-vérification.
m 1
- pari neurіvnovazhena masa kolіsnoї; m- koriguvalna masa;
r 1 , r- vіdstanі vіd osі enveloppement au centre de la masse
Figure A.1 - Schéma de la valeur statique du pari de la roue
A.2 Revalidation d'un déséquilibre dynamique excessif
Le balourd dynamique est revu sur un couple de roues, installé sur un bâti d'équilibrage. Le stand est chargé de veiller à ce que le balourd ne soit pas inférieur à 0,2 de la valeur maximale fixée par les autorités à la norme.
La valeur du déséquilibre dynamique excessif du pari de roue est déterminée par la réduction de l'afflux dynamique des forces d'inertie de la masse du pari de roue avec les enveloppes installées et la fixation de leurs valeurs et lignes droites dans le plat de la roue . Pour qui, le stand est équipé des capteurs et équipements d'enregistrement les plus viables.
La réduction de la valeur du déséquilibre dynamique excessif du pari de la roue est égale aux valeurs admissibles 4.3.12.
Lorsque la valeur admissible du déséquilibre dynamique excessif est dépassée, l'équilibre est réduit de la même manière que le déséquilibre statique par la rotation de la roue avec un retour supplémentaire.
Bibliographie
|
ТІ 32 TsT-VNDIZhT-95 |
Instruction technologique pour le roulement des essieux des paires de roues de locomotives et d'automobiles à rouleaux, approuvée par le ministère des Chemins de fer de Russie le 19.04.1995. |
|
|
Règles d'exploitation technique des lignes ferroviaires de la Fédération de Russie, approuvées par le ministère des Transports de Russie le 21 décembre 2010, arrêté n° 286 |
||
|
Normes et règles Budіvelni БНіП 23-05-95 |
Naturellement, ce morceau de lumière, adopté par la Commission scientifique et technique internationale pour la normalisation et la réglementation technique de la vie quotidienne comme norme internationale pour la vie quotidienne, le 20 avril 1995. |
|
RADA INTERNATIONALE DE NORMALISATION, DE MÉTROLOGIE ET DE CERTIFICATION
CONSEIL INTERÉTATS POUR LA NORMALISATION, LA MÉTROLOGIE ET LA CERTIFICATION
INTERNATIONAL
STANDARD
Esprit technique profond
(ISO 1005-7:1982, NEQ)
Officiel de Vidannya
Standardinformer
Peredmova
Les objectifs, la principale embuscade et la principale procédure pour mener à bien les travaux de normalisation interétatique ont été introduits par GOST 1.0-92 « Système international de normalisation. Dispositions de base » et GOST 1.2-2009 « Système international de normalisation. Normes, règles et recommandations internationales pour la normalisation internationale. Règles d'ouverture, d'acceptation, de zastosuvannya, de mise à jour de ce skasuvannya "
Vіdomostі sur la norme
1 Société par actions ROZROBLEN V_dkritim "Institut scientifique et avancé et de conception et technologique d'un entrepôt de brut" (TVA "VNIKTI")
2 INTRODUIT par l'Agence fédérale de réglementation technique et de métrologie
3 À ACCEPTER par le Conseil international de normalisation, de métrologie et de certification (protocole n° 40 de 29 feuilles, 2011)
4 Cette norme est issue de l'amélioration des principales dispositions de la norme internationale ISO 1005-7 : 1982 « Entrepôt de stockage en pièce. Partie 7 Vimogi jusqu'à l'os" (ISO 1005-7 : 1982 "Matériau du matériel roulant ferroviaire - Partie 7 : Essieux pour matériel tracteur et remorqué - Exigences de qualité", NEQ)
5 Par arrêté de l'Agence fédérale pour la réglementation technique et la métrologie du 5 mars 2012 La 14ème norme internationale GOST 11018-2011 a été introduite comme norme nationale de la Fédération de Russie le 1er septembre 2013.
Pour la Fédération de Russie, conformément à cette norme, il est nécessaire de mettre en œuvre le règlement technique "Sur la sécurité de l'entrepôt sec ferroviaire" pour le centième objet du règlement technique - les paires de roues de locomotives et l'entrepôt sec d'automobiles, comme ainsi que le règlement technique "Sur la sécurité du transport ferroviaire à grande vitesse" règlement єkta - au nombre de paires d'entrepôts de climatisation à grande vitesse :
4.3.2-4.3.13, 4.3.15, 4.3.17, 5.2.6, 5.3.4-5.3.7, 5.3.7.1-5.3.7.9
Pіdrozdіl 6.5 définit les règles de sélection des identités pour la confirmation de la viabilité ;
7.1.1 ; 7.1.2 ; 7.1.4 ; 7.1.5 ; 7.1.8 ; 7.1.10 ;
6 VZAMINE GOST 11018-2000
Les informations sur les modifications apportées à cette norme sont publiées dans l'index d'informations sur les normes nationales, qui est largement consulté, et le texte des amendements et des amendements est publié dans l'index d'informations sur les normes nationales. Au moment de la révision (remplacement) ou par rapport à la norme, un nouvel avis sera publié
Je peux le voir à l'indicateur informatif des "Normes nationales". Vidpovidna informatsija, podomlennya qui envoie des textes à rozіshchuyutsya également dans le système d'information koristuvannya a - c'est le site officiel de l'Agence fédérale de réglementation technique en métrologie sur Internet merezhі
© Standartinform, 2012
Dans la Fédération de Russie, cette norme ne peut pas être mise à jour, ni fréquemment publiée, reproduite et étendue en tant que version officielle sans l'autorisation de l'Agence fédérale de réglementation technique et de métrologie.
1 Zone bloquée............................................................ 1
3 Termes et définitions ..............................................2
4 Assistance technique............................................................ 4
5 Façonner le pari de la roue ..................................14
6 Règles d'admission................................................. 17
7 Méthodes d'échantillonnage............................................... 20
8 Transport et économies ........................................................22
9 Garantie .................................................. ..................22
10 Enterrons les frères..................................................23
Addendum A (obov'yazkovyy) Revérification des déséquilibres statiques et dynamiques excessifs. . 24 Bibliographie............................................................ 25
STANDARD INTERNATIONAL
ROUES DE L'ENTREPÔT DE ROUTE NUMÉRO D'ENTREPÔT DE ROUTE 1520 MM
Esprit technique profond
Date d'introduction - 2013-01-01
1 zone de farce
Cette norme sera installée pour entraîner des paires de roues de locomotives (tenders), de voitures automobiles dans un entrepôt sec à plusieurs unités (entrepôt sec de traction) avec un dégagement de 1520 mm de climatisation UHL selon GOST 15150.
Quelles normes ont adopté une force normative sur ces normes internationales :
GOST 8.051-81 Système souverain pour garantir l'intégrité du monde. Pohibki, qui sont autorisés sous l'heure d'essuyage des expansions linéaires jusqu'à 500 mm
GOST 9.014-78 Système unique de protection contre la corrosion et l'ancien. Timchasovy anticorrosif zahist virobiv. Zagalni vimogi
GOST 12.0.003-74 Système de normes de sécurité pour le travail. Facteurs dangereux et shkidli virobnichi. Classification
GOST 12.3.002-75 Système de normes de sécurité pour le travail. Processus de virobnichi. Zagalnі vimogi bezpeki
GOST 12.4.011-89 Système de normes de sécurité pour le travail. Sauvez le zahist des ancêtres. Zagalnі vimogi qui klasifikatsіya
GOST 12.4.021-75 Système de normes de sécurité pour le travail. Systèmes de ventilation. Zagalni vimogi
GOST 15.309-98 Système de distribution et de mise en production des produits. Essayer les produits qui sortent. Dispositions de base
GOST 398-2010 Bandages en acier au carbone pour un entrepôt sec pour une large gamme de rails et un métro. Esprit technique
GOST 868-82 Indicateur Nutromiri z prinoyu podіlu 0,01 mm. Esprit technique
GOST 1129-93 Oliya Sonyashnikova. Esprit technique
GOST 2310-77 Marteaux en acier. Esprit technique
GOST 2789-73 Shortitude de surface. Paramètres et caractéristiques
GOST 3225-80 Pneus noirs, pour locomotives à rails larges. Tipi ta time
GOST 4491-86 Centrifugeuses du nombre de colonnes pour un entrepôt sec, la largeur de la colonne est de 1520 mm. Esprit technique profond
GOST 5000-83 Bandages noirs pour wagons et annexes d'une portée de 1520 mm. Une fois
GOST 5267.10-90 Profil pour anneaux de bandage. Assortiment
Officiel de Vidannya
GOST 5791-81 Oliya llana est technique. Esprit technique GOST 7931-76 L'huile siccative est naturelle. Esprit technique GOST 8989-73 Olive de chanvre. Esprit technique
GOST 9378-93 Couches courtes en surface (en poudre). Esprit technique mondial GOST 10791-2011 Roues à rouleaux pleins. Esprit technique GOST 11098-75 Esprit technique GOST 12503-75 Acier. Méthodes de contrôle par ultrasons. Wagons de chemin de fer DERZHSTANDART 12549-2003 Wagons de passagers pour wagons de grandes lignes d'un écartement de 1520 mm. Confusion. Esprit technique
GOST 15150-69 Machines, raccords et autres engrenages. Vikonannya pour différentes régions climatiques. Catégories, opération de lavage, sauvegarde et transport en partie de l'afflux de facteurs climatiques de l'environnement extérieur
GOST 18321-73 Contrôle de qualité statistique. Méthodes de sélection vipadkovy d'échantillons de produits à la pièce
GOST 20415-82 Contrôle sans ruine. Méthodes acoustiques. Embuscade Zagalni GOST 21105-87 Contrôle non robuste. Méthode de poudre magnétique GOST 23479-79 Contrôle sans ruine. Méthodes de visée optique. Zagalnі vimogi GOST 25346-89 Normes de base d'interchangeabilité. Système unique d'admissions et d'atterrissages. Dispositions générales, un certain nombre de tolérances et les principales décisions
DERZHSTANDART 30803-2002 Roues dentées des engrenages de traction de l'entrepôt sec de traction des voies aériennes principales. Esprit technique
GOST 31334-2007 Axe pour un entrepôt sec d'une portée de 1520 mm. Esprit technique
GOST 31365-2008 Couverture des locomotives électriques lacofarb et des locomotives diesel avec rails principaux de 1520 mm. Esprit technique
GOST 31373-2008 Nombre de locomotives et d'entrepôt de wagons. Rozrakhunki et tests pour mіtsnіst
Remarque - En cas de conformité à la norme, il est nécessaire de reconsidérer les normes suivantes en vigueur sur le territoire de l'État pour l'indicateur principal des normes, nous plions le camp pour 1 jour de la période en ligne, et pour les indicateurs d'information en ligne publiés au tour en ligne. Si la norme est appliquée (modifiée), alors lorsque la norme est corrigée, elle est remplacée par la norme remplacée (modifiée). Si la norme est appliquée sans remplacement, alors la situation dans laquelle le droit est accordé au nouveau stagne dans la partie qui ne déclenche pas l'empiétement.
3 Termes et définition
Dans cette norme, les termes suivants sont établis avec les mêmes définitions :
3.1 une paire de locomotives à roues et des wagons d'un entrepôt sec pour wagons ;
MVPS : unité pliante, qui est pliée avec des essieux et des roues de roulement non violentes installées dessus, ainsi qu'une ou deux roues dentées de l'entraînement de traction (boîte de vitesses d'essieu), des goupilles d'entraînement jumelées et d'autres pièces, y compris un arbre vide, un essieu boîtiers de roulements, roulements d'essieux, axes ou réducteurs de moteur de traction, disques galvanisés, roulements de boîte d'essieux avec bagues à labyrinthe (lorsque des boîtes d'essieux sont installées entre les roues roulantes), ils ne peuvent pas être démontés sans reformer la paire de roues.
3.2 entrepôt de traction (extérieur) Ruhomy ; TPS : Ce qui comprend les locomotives et les MVPS sukupnіst vidіv vidіv dans l'entrepôt de rumoy d'alіznіchny, les autorités de traction scho vidоіє pour les protsess vykonannіnі іnovіzіnogo.
Remarque - Les MVPS comprennent les trains électriques, les trains diesel, les trains diesel-électriques et les automobiles (bus à crémaillère) destinés au transport de passagers.
3.3 roue (roulante) : élément d'une roue, qui est une pièce unique ou une unité pliable, lorsqu'il est enveloppé en contact direct avec le rail, le TPS se déplace.
3.4 roue (en marche) : Une partie unique d'une roue avec une jante, une partie disque et un tapis.
3.5 roue de stockage (en marche) : unité pliante de la roue, qui est pliée à partir du centre de la roue, du bandage et de l'anneau de bandage, qui est fixé.
3.6 tapis de roue : La partie centrale de la roue pleine ou le centre de la roue avec une ouverture, qui assure la surface d'atterrissage pour l'atterrissage avec une précharge garantie, qui comprend la rotation sur l'essieu pour la tension admissible.
Remarque - Le moyeu peut être équipé d'un spigot (tapis escamoté) permettant de mouler la surface d'atterrissage pour une installation sur la roue dentée (et autres pièces).
3.7 à propos de la roue : La partie extérieure de la roue pleine a été polie, qui peut avoir un profil spécial, qui assure un contact sûr avec le rail et lave le contact, qui est spécifié.
3.8 Pneu : Partie de la roue de stockage, qui a un profil spécial, qui assure un contact sûr avec le rail et lave le contact, qui est spécifié.
3.9 collet tenace du bandage : Une partie du bandage, cousue entre l'ancien bandage de surface de jante et le fragile bandage supérieur, noué avec le bandage de surface d'atterrissage, est reconnue pour la butée de la partie de jante de la jante du centre de roue.
3.10 serrage de l'épaule au bandage : Une partie du bandage, cousue entre la surface intérieure du bandage et la bobine sous l'anneau du bandage, est destinée à la fixation de l'anneau du bandage au bandage torsadé.
3.11 Centre de roue
3.12 à propos du centre de roue : Une partie du centre de roue a été réparée, elle est reconnue pour la pose du bandage.
3.13 anneau de bandage : La pièce est reconnue pour la fixation du bandage sur le centre de roue.
3.14 roue dentée : Une pièce solide ou une unité pliable, comme une barre dentée issue d'un système fermé de dents, qui assure le bon fonctionnement de la barre dentée extérieure (roue).
tout est propre : tout, résiduellement traité mécaniquement, piddan sur toute nodulation à long terme avec des rouleaux et contrôle ultrasonique et magnétique réussi.
[GOST 31334-2007, article 3.2]_
3.16 incohérence du diamètre dans la section transversale de la surface d'atterrissage : La différence entre le plus grand et le plus petit diamètre unique, qui se trouvent dans la même section transversale.
3.17 tolérance d'incohérence du diamètre au niveau du rail transversal : La plus grande incohérence admissible du diamètre au niveau du rail transversal.
3.18 incohérence du diamètre lors du croisement ultérieur de la surface d'atterrissage : La différence entre les diamètres individuels les plus grands et les plus petits, qui se trouvent dans le même croisement ultérieur.
3.19 tolérance d'incohérence de diamètre lors de la résection ultérieure : la plus grande incohérence de diamètre autorisée lors de la résection ultérieure.
3.20 moulage de roue : Processus technologique d'installation par méthode d'ajustement thermique ou par pression sur l'ensemble de la roue, de la roue dentée (une ou deux) et d'autres pièces.
3.21 chiots de corrosion de contact dans l'esprit d'un milieu corrosif, par exemple, encore une fois, les vologues.
3.22 axe de la paire de roues des locomotives à double entraînement : pièce installée dans le train de roulement de la roue et conçue pour transmettre le moment de rotation, en tant que mécanisme d'entraînement, à la paire de roues.
3.23 ébauche : partie de la partie superficielle avec la brièveté de la pièce extérieure ou l'opération frontale du processus technologique.
3.24 disque galvanisé : un élément de parité de roue, destiné à la galvanisation d'un entrepôt sec de traction et est installé sur la partie médiane de l'essieu ou sur les côtés des disques des roues dans le cas d'un tel schéma de galvanisation.
3.25 arbre vide : Un élément de l'entraînement de traction qui soulève la partie médiane de l'essieu de roue et transmet le couple à l'engrenage de roue de l'entraînement de roue.
4 Assistance technique
4.1 Le nombre de couples (div. bébés 1-3) peut être ajouté :
A partir d'un essieu porteur ou vide :
avec cols sous roulements de boîte d'essieu, anneaux de roues ébouriffés ou entre eux,
avec les surfaces avant et pied de la roue en marche,
avec une partie médiane lisse et (ou) avec des pièces d'atterrissage pour roues dentées, roulements d'essieu d'un moteur de traction, boîte de vitesses, disques galvanisés ou toute autre pièce montée sur un essieu entre les roues ;
A partir de deux roues roulantes :
solide (laminé, embouti, forgé, lithium),
entrepôts avec centres de roues (laminés, emboutis, forgés, moulés), bandages et anneaux de bandage de fixation ;
Roue dentée Z (une ou deux paires de roues krіm de locomotives à double entraînement) :
un ensemble,
b) entrepôt : couronne d'engrenage, matochina et autres bons détails entre eux ;
Autres pièces ou unités repliables, y compris les roulements axiaux du moteur de traction et du réducteur, le boîtier de roulement d'essieu, les disques galvanisés, montés sur les côtés des disques de roue, l'arbre vide, se rangeant entre les roues et ne peuvent être démontés sans former un pari de roue, comme ainsi que des disques galvanisés montés sur roues.
4.2 Les détails du pari sur la roue, qui sont pris en compte pour la sélection, sont soumis à une assistance technique :
Osi-GOST 31334 ;
Roues roulées - GOST 10791 ;
Nombre de centres de lithium - GOST 4491 ;
Pansements – GOST 398, GOST 3225* ;
Anneaux de bandage - GOST 5267.10 ;
Dents de roue - GOST 30803** ;
Nombre de rouleaux et centres estampés et autres détails du pari de roue - selon le document normatif (ND), confirmé par la procédure établie.
roue dentée
Kolo Katanna

A - se tenir entre les extrémités intérieures (bords) des bandages (jantes) des roues ; B - la largeur du pneu (jante) de la roue ; C - se tenir entre l'extrémité persistante de la partie avant de l'essieu et l'extrémité intérieure du pneu (jante) de la roue ; D est le diamètre de la roue sur le piquet de la tige ; E-tolérance d'un piquet radial battu d'une roue roulée ; Tolérance G du battement final de l'extrémité intérieure du bandage
Malyunok 1 - Paire de roues avec une roue dentée sur l'essieu
* Sur le territoire de la Fédération de Russie sous GOST R 52366-2005 (ici et plus loin).
** Sur le territoire de la Fédération de Russie sous GOST R 51175-98 (ici et plus loin).
Engrenages de la roue Kolo katanna

A - se tenir entre les extrémités intérieures (bords) des bandages (jantes) des roues ; B - la largeur du pneu (jante) de la roue ; C - se tenir entre l'extrémité persistante de la partie avant de l'essieu et l'extrémité intérieure du pneu (jante) de la roue ; D est le diamètre de la roue sur le piquet de la tige ; E - tolérance du battement radial de l'enjeu du roulis de la roue ; G - tolérance du battement final de l'extrémité intérieure du pneu (jante) de la roue ; B - toutes les mises sur roues sont géométriques ; K est le plan de symétrie de l'axe ; T - tolérance de symétrie du monde A au plan (à la courbure diamétrale)
Malyunok 2 - Paire de roues avec deux roues dentées sur moyeux de roue inférieurs
Disques galvanisés

A - se tenir entre les extrémités intérieures (bords) des bandages (jantes) des roues ; B - la largeur du pneu (jante) de la roue ; C - se tenir entre l'extrémité persistante de la partie avant de l'essieu et l'extrémité intérieure du pneu (jante) de la roue ; D – diamètre de la roue selon le piquet roulé ; E - tolérance du battement radial de l'enjeu du roulis de la roue ; G - tolérance du battement final de l'extrémité intérieure du bandage
roues (jantes); B - pari géométrique sur la roue entière
Malyunok 3 - Paire de roues avec boîte de vitesses d'essieu et galms à disque
4.2.1 Wimogy vers axe
4.2.1.1 Le paramètre de raccourcissement Ra* sur l'essieu peut être :
Roulements Shiyok de rigidité et parties de roulement de roues - pas plus de 1,25 microns ;
Shiyok pіd osovі roulements forgés pour TPS avec solidité de construction v K :
pas plus de 100 km/an - pas plus de 1,25 microns ;
plus de 100 km/an - pas plus de 0,63 microns ;
Partie médiane - pas plus de 2,5 microns ;
Parties approchantes des engrenages de roue et des disques galvanisés - pas plus de 1,25 microns ;
sous butées forgées et forgées - pas plus de 2,5 microns;
non fonctionnel - pas plus de 6,3 microns;
Galteley :
tourillons - pas plus de 1,25 microns ;
shyok proximal - trochi de plus de 2,5 microns.
Pour les essieux vides, le paramètre de brièveté Ra à la surface de l'ouverture centrale ne peut être supérieur à 6,3 microns.
4.2.1.2 La tolérance d'incohérence du diamètre** de l'axe dans les sections transversale et postérieure est due à buti, mm, pas plus de :
0,015 - pour les cols et les roulements de rigidité ;
0,05 - pour les roulements forgés ;
0,05 - pour les parties sous les pieds de la roue, en cas de forme conique, le plus grand diamètre est dû à la courbure du buti vers le milieu de l'axe ;
0,05 - pour les parties avant des engrenages de la roue ou le bas des engrenages des engrenages et les disques galvanisés ;
0,03 - pour les parties avant des roulements avant des roulements de boîte d'essieu.
4.2.1.3 La tolérance du battement radial pour l'heure de revérification dans les centres des cols de l'axe et des roulements forgés et forgés, des parties avant des roues, des disques galvaniques et des roues dentées n'est pas supérieure à 0,05 mm.
4.2.1.4 La tolérance des extrémités battues des extrémités avant de l'axe et l'heure de revérification aux entraxes supérieures à 0,05 mm ne sont pas autorisées.
4.2.1.5 Peut être soumis à des tests par ultrasons pour la présence de défauts internes et à des sondages selon GOST 20415 et à des tests magnétiques pour les défauts de surface selon GOST 21105.
Principalement aux défauts acceptables et inacceptables, qui sont révélés lors du contrôle ultrasonique et magnétique, et peut-être jusqu'au sondage des axes - selon GOST 31334.
4.2.1.6 La surface des cols de l'essieu, les marchepieds avant, les marchepieds avant et les parties médianes, ainsi que les rainures pour la transition d'une partie de l'essieu aux autres parties de l'essieu, mais aussi le roulement des rouleaux est conforme à GOST 31334.
4.2.2 Wimogi à la roue et au centre de roue
4.2.2.1 La différence de valeur de dureté des jantes de roues pleines ou des bandages de roues d'entrepôt pour une paire de roues sur 24 unités HB n'est pas autorisée.
4.2.2.2 La différence de largeur du pneu (jante) de la roue (div. petits 1.2 et 3, taille B) n'est pas autorisée supérieure à 3 mm.
4.2.2.3 Le paramètre de brièveté Ra des surfaces d'atterrissage est dû à :
Ouvrez la mère de la roue ou le centre de la roue :
avec méthode de moulage thermique - pas plus de 2,5 microns ;
avec la méthode de moulage par presse - trochs de plus de 5 microns ;
La surface de la surface du centre de la roue sous l'atterrissage du bandage - troch plus de 5 microns ;
La surface intérieure d'atterrissage du bandage - pas plus de 5 microns ;
Matochina abaissée sous l'ajustement de la roue dentée - pas plus de 2,5 microns.
** Ici et au loin, il est permis de remplacer l'incohérence du diamètre au niveau de la section transversale, pour compenser la pente, de remplacer l'incohérence du diamètre au niveau de la section ultérieure, pour compenser le profil de la section ultérieure . La tolérance sur la pente et le profil du sur-dépouille tardif est due à la valeur 0,5 de la tolérance pour l'incohérence du diamètre au niveau du sur-dépouille transversal ou tardif.
4.2.2.4 La tolérance d'incohérence du diamètre n'est pas autorisée :
Pour ouvrir la mère de la roue ou le centre de la roue :
plus de 0,05 mm - au niveau de la section transversale ;
plus de 0,05 mm - lors de la coupe ultérieure, en période de forme conique, le plus grand diamètre est dû aux fesses jusqu'à l'extrémité interne de la matochine ;
Pour la surface extérieure du centre de roue sous l'atterrissage du bandage :
0,2 - au niveau de la section transversale ;
0,1 - dans la surdépouille postérieure, dans le cas d'une conicité droite en forme de cône de la surface extérieure du centre de la roue, le centre est responsable de la conicité droite de la surface d'atterrissage intérieure du bandage et de la différence des valeurs de tolérance l'incohérence du diamètre et des surfaces d'atterrissage au niveau du pererizium tardif est due à un buti ne dépassant pas 0,05 mm.
4.2.2.5 Les limites supérieure et inférieure du diamètre de l'essieu de roue (centre de roue) ne doivent pas dépasser la valeur nominale de la valeur nominale du diamètre du noyau de roue (centre de roue) supérieure à la valeur inférieure de plus 2 et moins 1 mm. La différence de largeur de la mère de la roue (centre de la roue) aux extrémités, bordées selon une ligne droite radiale, le bord de la partie inférieure de la mère, n'est pas supérieure à 5 mm le long du périmètre du piquet.
4.2.2.6 Sur le corps de roue à moyeu abaissé, l'ajustement de la roue dentée est rectifié jusqu'à l'ouverture du moyeu du centre de roue, après l'ajustement de la roue dentée (le moyeu de la roue dentée repliée) sur l'axe de l'arbre de l'arbre de la roue dentée, avec quelle tolérance de l'essieu spіvvіsnostі à la création de la roue - troch supérieure à 0,15 mm .
4.2.2.7 Espace d'ouverture au niveau de la partie disque de la roue pour la fixation des disques galvanisés à travers la charnière buti roztashovaniya z urakhuvannya minimizatsii contraintes sous la forme de di ї ekspluatatsionnyh avantage.
4.2.2.8 Sur la surface intérieure d'assise du bandage d'une largeur allant jusqu'à 10 mm, un bourrelet ébouriffé de l'épaule crantée et au tour du col, les lignes noires ne sont pas autorisées. Sur le bord de la surface, pas plus de deux lignes noires d'une superficie totale ne dépassant pas 16 cm 2 sont autorisées avec une longueur maximale de ligne noire ne dépassant pas 40 mm.
4.2.2.9 Le rayon d'obtention des éléments dans le profil du bandage sous l'anneau de bandage n'est pas inférieur à 2,5 mm, le rayon d'obtention de la surface d'atterrissage de l'épaulement cranté n'est pas inférieur à 1,5 mm. Le paramètre de brièveté Ra de la surface de la facette sous l'anneau de bandage et sous la collerette superposée est à blâmer mais pas plus de 10 microns. Sur les bords du retournement sous l'anneau du bandage, qui s'étend sur la surface intérieure d'atterrissage du bandage et sur le collier, se trouvent des chanfreins d'un diamètre de 1,5 mm sous la coupe de 45°. Il est permis de remplacer les chanfreins et d'arrondir les bords avec un rayon de 2 mm.
4.2.2.10 La tolérance d'incohérence du diamètre de la surface d'atterrissage du bandage dans la coupe transversale ne dépasse pas 0,2 mm, dans la coupe ultérieure - pas plus de 0,1 mm. Dans les périodes de forme conique, la conicité est directement responsable de l'influence de la surface du centre de la roue, ce qui se produit pour 4.2.2.4.
4.2.2.11 Les ouvertures supérieure et inférieure ne sont pas autorisées, en fonction de la valeur nominale du diamètre du bandage et du centre de la roue, supérieure à l'inférieure de plus 3 et moins 1,5 mm.
4.2.2.12 Les centres de roues et les roues à rouleaux pleins sont soumis à des tests par ultrasons selon GOST 4491 et GOST 10791 sont valides. Les centres de tiges d'acier, d'emboutissage et de forgeage sont dus au contrôle par ultrasons de la documentation réglementaire approuvée.
En raison des conditions météorologiques, il est permis de contrôler les défauts de surface et les méthodes magnétiques ou acoustiques dans les centres de roulement et d'emboutissage des roues, les centres des alliages de roues, les roues pleines.
4.2.2.13 Le bandage est soumis à des tests par ultrasons selon GOST 398, ainsi qu'à des tests magnétiques pour détecter la présence de défauts (fissures inférieures et transversales, poils, pleins, béants et autres) sur la surface d'atterrissage intérieure.
4.2.2.14 Les dimensions des roues et les entraxes des roues des locomotives présentant des défauts structurels sur 100 à 160 km/an (jusqu'à 130 km/an - pour les paires de roues des MVPS) sont dus à l'équilibrage statique, les entraxes des roues pour les paires de roues, qui sont donnés à équilibre dynamique. Le déséquilibre de la roue cylindrique et du centre de roue est en cause mais pas plus de 12,5 kg cm.
4.2.2.15 La pose du bandage sur le centre de roue est réalisée par la méthode thermique avec un ajustement serré de 1,2-10-3 à 1,6-10-3 du diamètre de jante du centre de roue. Le retrait de la jante du corps de roue dû aux déformations plastiques après sélection ne peut être supérieur à 20 % de l'étanchéité spécifiée avant moulage.
4.2.2.16 La température du pneumatique avant l'atterrissage sur le centre de la roue est à mettre en cause entre 220 et 270 °C. Pendant le processus de chauffage, il est nécessaire d'enregistrer sur le nez un programme de changements de température (schéma de chauffage) du bandage par heure, ainsi que de s'assurer que le chauffage est automatiquement activé lorsque la température maximale autorisée est atteinte.
4.2.2.17 Commencer l'anneau du bandage sur le côté tordu du bandage avec le côté enflé à la température du bandage non inférieure à 200 °С et comprimer résiduellement le collier de pression du bandage avec du zusillyam 44 10 4 à 49 10 4 N ( 45 à 0 0С). Après le gaufrage du collier de pression, l'anneau de bandage peut être fortement enfoncé dans la facette. L'écart entre les extrémités de l'anneau de bandage du troch est supérieur à 2 mm.
4.2.2.18 L'épaulement de serrage du bandage après le gaufrage est dû à un butage jusqu'au diamètre, qui correspond au diamètre réel (de montage) de la jante du centre de roue avec des jeux limites + 0,2 mm, sur le noyau (7 + 1) mm à l’intérieur de l’extrémité inférieure du bandage, auquel les ajustements ultérieurs sur l’anneau de protection ne sont pas autorisés.
4.2.2.19 Contrôler la rotation du pneu sur le centre de roue pendant la première heure de fonctionnement après l'atterrissage du pneu sur les extrémités extérieures du pneu et la jante du centre de roue sur une ligne droite le long du rayon du stock roue, appliquer des marques de contrôle. Des marquages de contrôle pour deux ou cinq noyaux d'une profondeur de 1,5 à 2,0 mm avec des intervalles égaux entre les noyaux d'au moins 5 mm doivent être appliqués à au moins 10 mm et au plus loin de 45 mm du diamètre intérieur du bord de l'épaule du bandage. . La marque de contrôle sur la circonférence du centre de la roue près de la rainure d'une profondeur de 0,5 à 1,0 mm et d'une profondeur de 10 à 20 mm doit être appliquée avec un outil émoussé.
Pour contrôler l'épaisseur minimale de la jante de la roue pleine, sur l'extrémité extérieure de la jante, une rainure annulaire a été appliquée au niveau de la rainure visible d'une largeur de 6 + 1 mm et d'une profondeur de 2 + 1 mm, vue de figure 4.

D - diamètre limite d'une roue avec une jante usée
Figure 4 - Gorge de Kiltseva
4.2.2.20 Après les lignes de contrôle, appliquer des smogs de contrôle d'une largeur de 30 à 40 mm :
Sur les bandages, j'émail l'ensemble du bandage en couleur rouge ;
Sur le centre de la roue Obid - couleur blanche (jaune).
4.2.3 Wimogi à la roue dentée (solide ou stock)
4.2.3.1 Le paramètre de brièveté Ra de la surface de l'ouverture de la roue dentée ou du noyau de la roue dentée pliée avant l'atterrissage sur la totalité ou le noyau inférieur du centre de la roue est à blâmer mais, en microns, pas plus de :
2.5 - avec la méthode thermique ;
5 - avec la méthode de la presse.
4.2.3.2 La tolérance d'incohérence dans le diamètre de l'ouverture de la roue dentée ou du noyau de la roue dentée pliée dans les coupes transversales et postérieures n'est pas supérieure à 0,05 mm. En période de conicité droite en forme de cône, cela est dû à la conicité droite de la surface d'atterrissage de l'axe ou à la mère abaissée du centre de la roue.
4.2.3.3 Les dents de la roue dentée (couronne) sont soumises à un test magnétique pour détecter la présence de défauts de surface conformément à GOST 30803.
4.2.3.4 Outre le remplacement des engrenages des paires de roues des locomotives présentant des défauts structurels sur 100 à 160 km/an (jusqu'à 130 km/an pour les paires de roues des MVPS), il faut procéder à un équilibrage statique. Le déséquilibre excessif ne peut pas dépasser 12,5 kg, voir.
4.3 Wimogi avant le pari de la roue
4.3.1 Tailles nominales des mises de base (div. smalls 1, 2, 3) :
В = 140 mm - pour les locomotives (В = 150 mm - pour les bandages sans peigne) ;
H = 130 mm - pour MVPS ;
C - documentation technique ;
Numéros d'entrepôt des locomotives - selon GOST 3225 ;
Roues laminées laminées de MVPS - pour les esprits et chaises techniques ;
Numéros d'entrepôt de MVPS - selon GOST 5000.
4.3.2 Paramètres des profils de jantes de roues pleines et bandages de roues :
Malyunok 5 - pour les paires de locomotives à roues avec une vitesse de construction allant jusqu'à 200 km/an ;
Malyunok 6 - pour les paires de roues de MVPS avec une vitesse structurelle jusqu'à 130 km/an.


Malyunok 6 - Profil de la jante de la roue pleine ou du bandage de la roue sélective des paires de roues de MVPS
Il est permis, pour la météo de la roue avec casier et de la tête de l'infrastructure*, d'adapter le profil des bandages (jantes) des roues avec d'autres paramètres (y compris les roues sans peigne) avec l'amélioration du non-transfert du débit entrant autorisé sur les voies.
Pour les locomotives et MVPZ avec une vitesse structurelle jusqu'à 200 km/an inclus, il n'est pas permis d'augmenter la largeur nominale de la jante de la roue pleine ou du pneu de la roue de choix dans la paire de roues (div. petits 1.2 et 3, taille B) 3 mm, et changement - plus bas de 2 et 1 mm ; pour paires de roues TPS avec fixations de construction supérieures à 200 km/an - + 1 mm.
Suppression d'autres tests - pour 14 grades (GOST 25346).
4.3.3 Écart admissible par rapport à la valeur nominale du diamètre en fonction de l'enjeu de la tige :
Bandages pour paires de roues de locomotives selon GOST 3225 ;
Bandages pour paires de roues de MVPS et d'offres selon GOST 5000.
Pour les TPS dont la vitesse structurelle ne dépasse pas 200 km/an, la différence entre les diamètres des roues au niveau de la zone de mise en acier laminé dans une roue ne peut pas dépasser 0,5 mm.
Pour les paires de roues en TPS d'une largeur de construction supérieure à 200 km/an, une différence de diamètre des roues au niveau du piquet d'acier laminé dans une paire de roues supérieure à 0,3 mm n'est pas autorisée.
4.3.4 La tolérance du battement radial du piquet des roues en acier laminé (div. petites 1, 2 et 3, valeur E) en cas de renversement dans les centres (tous B) pour le TPS n'est pas coupable de bout à bout , mm, plus :
0,5 - à v K plus de 120 km/an ;
0,3 - à v K sur 120 km/an.
4.3.5 Entre les extrémités intérieures des bandages (jantes) des roues (taille L) pour TRS peuvent être :
(1440 ! h) mm - P R І v k pas plus de 120 km/an ;
(1440 + 1) mm - à v K plus de 120 km/an.
4.3.6 La tolérance du battement d'extrémité des extrémités intérieures des bandages (jantes) des roues (G) en cas de renversement au centre (tous B) pour le TRS n'est pas susceptible d'être modifiée, mm :
1,0 - à v K plus de 120 km/an ;
0,8 - à v K sur 120 km/an jusqu'à 160 km/an inclus ;
0,5 - à v K sur 160 km/an jusqu'à 200 km/an inclus ;
0,3 - à v K sur 200 km/an.
4.3.7 Le paramètre de brièveté Ra de la surface du profil roulé et des arêtes des roues des paires de roues du TPS avec un relâchement structurel n'excédant pas 200 km/an n'est pas supérieur à 10 µm, les extrémités intérieures de les bandages (jantes) des roues mesurent plus de 20 µm.
* En Fédération de Russie, le responsable de l'infrastructure est nommé par la loi fédérale dans le domaine du transport ferroviaire.
Pour les paires de roues de TPS avec une vitesse structurelle supérieure à 200 km/an, le paramètre de brièveté Ra sur la surface du profil roulé, les peignes de roue, la surface intérieure des pneumatiques (jantes) des roues, ainsi que la partie disque du matériau de la roue, ne dépasse pas 6,3 microns.
4.3.8 Sur les extrémités intérieures des pneus des roues des paires de roues du TRS avec une rugosité structurelle n'excédant pas 120 km/an, des doublures noires rose-milieu d'une profondeur ne dépassant pas 1 mm sont autorisées, afin qu'ils ne dépassent pas le rayon du boudin de roue. Superficie totale de chornovine - pas plus de 50 cm 2.
4.3.9 La différence entre les largeurs des extrémités intérieures des bandages (jantes) des roues et les extrémités crantées des parties de l'essieu avant de l'essieu (div. petits 1, 2 et 3, différence de taille C) pour une roue le pari n'est pas coupable de revisiter le 2,0 mm avec un dégagement structurel allant jusqu'à 200 km . /an inclus.
Pour les paires de roues TPS ayant une vitesse de construction supérieure à 200 km/an, la différence de dilatation pour une paire de roues ne doit pas être dépassée de 1,0 mm.
La tolérance de symétrie T entre les extrémités intérieures des bandages (jantes) est due à l'augmentation de la valeur du champ de tolérance pour la taille L selon 4.3.5 avec la différence à la base du milieu de l'axe (div. bébé 2 , base K).
4.3.10 Le nombre de paris avec une fixation fixe sur l'axe (moyeu supporté du centre de roue) avec une roue dentée (roues dentées) pour les locomotives ayant un jeu structurel supérieur à 100 à 120 km/an (jusqu'à 130 km/an - pour les paires de roues MVPS) déséquilibre statique . La valeur du déséquilibre statique excessif de la roue ne peut être supérieure à 25 kg div. Il est permis que les paires de roues présentant une valeur de balourd statique excessif soient sûres lorsqu'elles sont moulées avec des améliorations, mais 5.1.3.
Il est permis de modifier la re-vérification pour déséquilibre statique excessif des paires de roues en modifiant la re-vérification pour déséquilibre dynamique excessif. La valeur du déséquilibre dynamique excessif de la roue ne peut pas dépasser 25 kg cm au niveau de la peau de la roue de la roue.
4.3.11 Pour les paires de roues de locomotives présentant des défauts structurels sur 100 à 120 km/an livistyu yogo enveloppant l'axe schodo de déséquilibre statique peut buti zabezpechene pour le moulage des paris sur les roues. Les déséquilibres des centres de roues se répartissent dans un plan à partir d'un côté de l'essieu de la roue par. La valeur totale du déséquilibre statique excessif des centres de roues ne peut excéder 25 kg.
Il est permis de modifier la re-vérification pour déséquilibre statique excessif des paires de roues en modifiant la re-vérification pour déséquilibre dynamique excessif.
4.3.12 Les numéros de paris avec une roue dentée fixée rigidement sur l'essieu pour les locomotives présentant des défauts structurels de plus de 120 km/an (plus de 130 km/an - pour les paires de roues des MVPS) sont examinés pour un déséquilibre dynamique excessif.
La valeur du déséquilibre dynamique excessif dans la zone de la roue à peau du pari de roue pour les locomotives n'est pas coupable d'une surestimation de kg cm :
12,5 - à v K sur 120 à 160 km/an inclus ;
7,5 - à v K sur 160 à 200 km/an inclus.
La valeur du déséquilibre dynamique excessif au niveau de la roue cutanée pour les paires de roues de MVPS n'est pas coupable d'une surestimation de kg cm :
25 - à v K sur 130 à 160 km/an ;
Pour les paires de roues de TPS avec une vitesse de conception supérieure à 200 km/an, la valeur du déséquilibre dynamique excessif au niveau de la zone cutanée de la roue n'est pas coupable d'une surestimation de 5,0 kg de div.
4.3.13 La paire de roues du TPS, sur laquelle la roue est installée dans le support de roulement, qui supporte l'ensemble de la paire de roues et est fixée sur le moteur électrique de traction, et le transfert de couple à la paire de roues est effectué derrière l'arbre vide auxiliaire ou la boîte de vitesses de l'essieu, quelle est la possibilité d'un mouvement perceptible en arrière et à l'axe transversal de l'essieu de la paire de roues, donne une modification au déséquilibre dynamique supplémentaire lors de la fixation du support de roulement de la roue dentée en position médiane de l'essieu. La valeur du déséquilibre dynamique excessif est valable jusqu'au 4.3.12.
Il est permis de modifier une telle quantité d'une paire en cas de déséquilibre statique excessif et d'empêcher la valeur d'un déséquilibre statique pour les éléments d'entrepôt du pari de quantité (la quantité du centre de la quantité d'entrepôt, les détails pour l'entraînement de la quantité pari, clôture avec des prix de quantité)
trom, raztashovanim latéralement, protelazhny roue dentée) à її moulage z rahuvannyam 5.1.3.
La valeur totale du déséquilibre statique excessif de la roue n'est pas coupable d'une surestimation, en kg - voir :
25 - à v K sur 120 à 160 km/an inclus ;
15 - à v K sur 160 à 200 km/an inclus.
4.3.14 Revêtement Lakofarbova des paires de roues de locomotives et d'annexes - selon GOST 31365, paires de roues de MVPS - selon GOST 12549.
Pour les paires de roues TPS à sec de construction, supérieures à 200 km/an, la partie disque de la roue et les parties endommagées de l'essieu sont dues à une protection contre la corrosion.
4.3.15 Le support électrique entre les bandages des roues doit être blâmé mais pas plus de 0,01 Ohm.
4.3.16 Variation des paires de roues du centre de roue avec la partie disque, déformation de la forme qui, pendant le fonctionnement, déplace les tolérances de l'écart entre les extrémités intérieures des bandes de roue (taille A, 4.3.5) en raison de l'échauffement des roues mentives avec galvanisation à trois rouleaux et/ou intensive avec des blocs galvaniques sur la surface des bandages roulés, du changement de la crosse des bandages en raison de l'usure et de la réparation de la surface des bandages roulés , n'est pas autorisé.
4.3.17 Facteur admissible pour le stock de support pour l'essieu de la roue à l'entrepôt du pari de roue pour un TRS spécifique avec l'amélioration des besoins technologiques et opérationnels - selon GOST 31373.
4.3.18 La mobilité (rozrahunkova) de l'essieu du robot sans roue dans l'entrepôt de la paire de roues pour un TPS particulier avec l'amélioration des avantages technologiques et opérationnels - selon GOST 31373.
4.3.19 Distance de vibration de l'essieu de la roue à l'entrepôt du pari de roue pour un TPS spécifique avec amélioration des avantages technologiques et opérationnels - selon GOST 31373.
4.3.20 Coefficient admissible pour le stock de capacité statique de l'axe et le nombre de stocks dans l'entrepôt de salaires de roues avec l'amélioration de divers avantages technologiques et opérationnels - selon GOST 31373.
4.4 Marquage
Marquage et marquage des essieux des paires de roues de MVPS - selon GOST 31334.
Le marquage des essieux des paires de roues des locomotives après moulage et marquage après les tests de construction primaire est appliqué à l'extrémité droite de l'axe du zgіdno avec le chiffre 7.
Avec un entraînement unilatéral, nous entraînons l'extrémité bout à bout de l'axe du côté de la roue dentée. Avec un entraînement à double sens, ou une roue dentée symétrique, le marquage et le marquage sont marqués selon qu'il est libre pour le marquage, que le marquage des extrémités. Un tel cul avec marquage et tavruvannyam vvazhayut à droite.
En cas de confirmation de validité après la certification de la roue, marquer la marque sur le marché dans les zones, retirer les poinçons qui doivent être relevés avant la réparation de la roue, ainsi que sur le formulaire de le pari de la roue. En raison des caractéristiques de conception de la roue, il n'est pas possible de marquer le signe obigu sur le marché à l'extrémité de l'essieu, de mettre le signe obigu sur le marché sur une autre surface indiquée dans la documentation technique, ou seulement Sur le formulaire.

a) Pour essieux à roulements, forgés et rigidifiés sans fixation d'extrémité par écrou
b) Pour essieux avec roulements renforcés avec écrou borgne

c) Pour les essieux avec roulements d'origine et rondelles montées en extrémité
Zone / (appliquer une fois préparé)
1 - numéro intelligent ou marque déposée de l'usine de fabrication de l'essieu ininterrompu ; 2 - le mois de cette rivière (deux chiffres restants) de préparation de l'axe noir ; 3 - le numéro de série du fondu et le numéro d'axe ; 4 - marques de contrôle technique du virbnik d'acceptation et du représentant de la réception, comme s'ils avaient déformé l'exactitude du transfert de marquage et accepté l'ensemble propre ; 5 - numéro intelligent ou marque de l'entreprise-virobnik
Zone //(appliqué lors de la formation d'un pari sur roue)
6 - indication de la méthode de moulage de la paire de roues [FT - thermique, F - presse, TK - combinaisons avec la méthode thermique d'atterrissage de la roue (centre de roue) et la méthode de presse d'atterrissage de la roue dentée sur la suspension, TZ - combinaisons avec la méthode thermique d'atterrissage de la roue dentée et la méthode de pressage des roues d'atterrissage (centre de roue) dans l'ensemble] ; 7 - un numéro intelligent ou une marque de l'entreprise, car il a vibré lors de la formation d'un pari de roue ; Moulage sur 8 mois et r_k du pari de la roue ; 9 - la marque du contrôle technique de l'admission-virobnik et du représentant du priymanya, qui a accepté le paire de roues ; 10 - marque d'équilibrage
Comme les extrémités des essieux sont les éléments de travail de la conception des boîtes d'essieux, alors les marques de marquage et la marque sont frappées sur la surface cylindrique de l'épaulement ou sur l'autre surface non travaillante, attribuée au siège de travail ; hauteur des chiffres et des lettres 6 à 10 mm.
Figure 7 - Marquage et marquage des essieux des paires de roues
4.5 Aide à la documentation justificative
Pour ajouter un formulaire au pari de la roue en cuir. Dans le formulaire de pari roue, indiquez :
Tapez (nom);
Le nom de ce numéro mental de l'entreprise-virobnik ;
date de préparation;
La date et le numéro de l'acte d'acceptation par le réceptionniste-virbnik ;
Le signe de la chaise du pari de la roue ;
Données sur les axes, les roues cylindriques et les centres de roues et les bandages (priorité-virbnik vilivkiv, numéro de fusion) ;
Acceptation-virobnik et désignation de l'essieu du fauteuil, des roues complètes ou des centres de roues et des bandages ;
Pochatkovі razmіri parties principales de l'essieu (diamètres des cols et roulements des pièces ciselées et forgées, avant et arrière, diamètre de la partie médiane de l'essieu), diamètres d'atterrissage des moyeux de roue et des centres de roue, diamètres d'atterrissage extérieurs des roues centres et diamètres intérieurs des bandages, diamètres des colonnes selon le nombre de peignes, ainsi qu'un tas de bandages.
Sous forme de pari de roue, la date d'échéance est le transfert du côté du contrôle des contrôles et des réparations qui ont été effectués au dépôt ou à l'atelier de réparation (date, type de réparation, parcours, réparations effectives).
Avant le formulaire pour la paire de roues, le formulaire pour l'engrenage de roue (dents de roue) doit être appliqué.
5 Pari de roue de moulage
5.1 Emplacements des feux
5.1.1 La paire de roues doit être moulée par méthode thermique, pressage et combinée.
5.1.2 Avec la méthode combinée de moulage de la paire de roues (centre de roue), les noyaux des disques galvanisés sont installés dans leur ensemble par la méthode de presse, et l'engrenage de la roue - par la méthode thermique. D'autres méthodes de mise en forme des éléments de l'entrepôt dans les paris à roues sont autorisées.
5.1.3 Lors du moulage des parties centrales de roue du RHPS présentant un jeu structurel supérieur à 100 km/an, les masses centrales de roue doivent être déchirées dans le même plan d'un côté de l'essieu.
5.1.4 La conception des canaux de vapeur et de transfert des roues pour l'alimentation en huile sous étau de la zone d'entraînement des roues, de la roue dentée (le tapis de roue dentée) et du tapis des disques galvaniques de la suspension pour la formation du roue à vapeur (petite).
5.2 Méthode de formage thermique
5.2.1 Les paris quantitatifs sont formés par la méthode thermique conformément à la procédure établie.
5.2.2 Le chauffage divers du noyau de la roue pleine, de la roue dentée ou du centre de la roue dans l'ensemble avec un bandage n'est pas autorisé.
Від 0,85 10 _3 à 1,4 10 _3 diamètres de pièces, qui sont obtenus pour les reines des centres de roues et des roues ;
Vіd 0,5 10 -3 à 1,0 10 -3 diamètres de pièces utilisées pour les moyeux des roues dentées et les disques galvanisés.
5.2.4 La surface d'atterrissage de l'axe doit être recouverte de revêtements anticorrosion.
En tant que revêtement anticorrosion des surfaces de plantation de l'axe, il est recommandé de vicoriser l'huile siccative naturelle selon GOST 7931 ou l'huile d'olive traitée thermiquement (Sonyashnikov selon GOST 1129 ** ou llyanu selon GOST 5791). Il est permis d'appliquer d'autres revêtements anticorrosion dont la résistance à la corrosion par contact des pièces a été testée et qui ne réduisent pas la valeur de l'axe.
5.2.5 Avant le moulage, les pièces installées dans leur ensemble, à l'exception des roues dentées, sont chauffées uniformément à une température de 240 °C à 260 °C et enregistrent le diagramme de chauffage. La température de chauffage des roues dentées en aciers alliés ne dépasse pas 200 °C, celle des roues dentées en acier de nuance 55 (F) *** ne dépasse pas 260 °C. La température de chauffage des roues dentées, qui doivent remplacer les éléments à ressort non métalliques, ne dépasse pas 170 °C.
* Sur le territoire de la Fédération de Russie, les cis ont été installés selon GOST R 53191-2008.
** Sur le territoire de la Fédération de Russie sous GOST R 52465-2005 (ici et ici).
*** Sur le territoire de la Fédération de Russie, les normes ont été établies selon GOST R 51220-98.
5.2.6 Après avoir terminé le moulage par la méthode thermique et atteint la vapeur de roue sélectionnée à une température qui ne dépasse pas la température du noyau superflu, plus basse de 10 °C, la température des éléments de vapeur de roue pour TPS avec une vis structurelle istyu pas plus de 200 km/an sur les disparitions de l'axe de contrôle zsuv :
(636 + 20) kN [(65 + 2) tf] - sur la peau de 100 mm de diamètre des parties d'accès de l'essieu sous les paliers des roues de roulement ou des entraxes de roues pour les paires de roues de locomotives ;
(568 + 20) kN [(58 + 2) tf] - sur la peau de 100 mm de diamètre des parties d'accès de l'essieu sous les paliers des roues de roulement et des entraxes de roues pour les paires de roues de MVPS ;
(432 + 20) kN [(44 + 2) tf] - sur la peau de 100 mm du diamètre des parties sous pied de l'essieu et de l'atterrissage du pignon ou de la mère du pignon replié (un ou deux ) pour les paires de roues de locomotives dont le diamètre nominal de roue sur poteau en acier laminé n'est pas inférieur à 1 200 mm ;
(294 + 20) kN [(30 + 2) tf] - sur la peau de 100 mm de diamètre des parties sous pieds de l'axe et l'ajustement de la roue dentée ou le noyau de la roue dentée repliée (une ou deux), un noyau de disque en galmium (un ou deux) pour les paires de roues en TPS d'un diamètre nominal de roue derrière un piquet roulé jusqu'à 1200 mm ;
(245 + 20) kN [(25 + 2) tf] - sur la peau de 100 mm de diamètre de l'utérus immergé du centre de la roue sous l'ajustement de la roue dentée.
Il est permis d'augmenter la valeur maximale de la tension axiale de contrôle de 10 % avec l'amélioration des tensions installées.
Il est permis de revérifier l'atterrissage de la roue dentée sur l'utérus abaissé du centre de la roue avec un moment de contrôle (9,8 + 0,8) kN m [(1,0 + 0,08) tf m] par carré de peau de 100 mm de diamètre de l'utérus de le centre de la roue. Après l'atterrissage de la roue dentée au bas du centre de la roue sur l'avion adjacent à la surface d'atterrissage, appliquez une marque de contrôle. Le signe de contrôle est appliqué avec un outil émoussé à proximité de la rainure d'une profondeur ne dépassant pas 0,5 mm et d'une profondeur ne dépassant pas 10 mm.
Pour les paires de roues de TPS avec une vitesse structurelle supérieure à 200 km/an, l'axe de contrôle de la charge en kilonewtons doit être pris dans la plage de 5,2 à 5,8 d (d est le diamètre de la partie d'approche de l'essieu, mm) ї tension pour cela s'aujourd'hui. (roue de roulement, centre de roue, roue dentée, tapis de roue dentée plié, tapis de disque galvanisé de vissyu).
Le Zsuv ou le démarrage (déplacement du signe de contrôle) ne sont pas autorisés.
5.3 Méthode de moulage sous presse
5.3.1 Pièces qui sont installées sur le dessus (roues, entraxes de roues ou entraxes de roues en assemblage avec bandages, engrenages de roue, tapis de disques galvanisés), et le tout avant pressage à la même température. Il est permis de modifier la température de la roue au-dessus de la température de l'axe du troch de plus de 10 °C.
5.3.3 Les surfaces d'atterrissage de l'axe des pièces, qui sont installées dans leur ensemble, doivent être recouvertes d'une boule égale d'huile de lin naturelle selon GOST 7931 ou de gouttes de rosée traitées thermiquement (chanvre selon GOST 8989, lyan selon GOST 5791 ou soniashnikovo selon GOST 1129). Il est permis d'utiliser des revêtements anticorrosion vikoristovuvat іnshi, qui ont été testés pour la résistance à la corrosion par frottement des pièces, qui peuvent être obtenus et ne réduisent pas la valeur de l'axe.
5.3.4 L'interdiction des pièces pour tous et la revérification des tensions axiales de contrôle zsuv sont effectuées sur une presse hydraulique. La presse est responsable de la possession d'un dispositif d'étalonnage pour le contrôle de la susilla et d'un dispositif automatique auto-écrit qui fixe sur un nez papier ou électronique le schéma de susilla du pressage d'une roue (centre de roue), d'une roue dentée, de disques galvaniques et un train d'atterrissage avec une force d'étirement ї opérations de pressage.
La classe de précision de la pièce jointe auto-écrite n'est pas inférieure à 1,5 %, l'erreur au cours des diagrammes n'est pas supérieure à 2,5 %, la largeur de la ligne d'enregistrement n'est pas supérieure à 0,6 mm, la largeur du la ligne du diagramme n'est pas inférieure à 100 mm, l'échelle de l'enregistrement doit être d'au moins 1:2 en hauteur avec des diagrammes de 1 mm ;
5.3.5 Le pressage des roues (centres de roue) sur tout et le pressage des roues dentées sur tout ou centre de roue (disques galvanisés) pour les paires de roues de TRS avec un jeu structurel ne dépassant pas 200 km/an doivent être effectués avec des roulements d'extrémité gagnants vіdpіdatі zaznachimy і tabіlі 1 lorsque la vitesse du piston de la presse hydraulique ne dépasse pas 3 mm/s.
Tableau 1
* En cas d'appui sur le tabouret du centre de roue.
** Pour le livret numéroté, la valeur pour les paires de roues avec un diamètre de roues sur le piquet peut aller jusqu'à 1200 mm, pour la bannière - supérieure à 1200 mm.
5.3.6 Le pressage des roues, des disques galvaniques et des roues dentées sur le dessus pour les paires de roues en TPS avec une étanchéité structurelle supérieure à 200 km/an est effectué au diamètre d en millimètres avec des susillas d'extrémité, en pressant en kilonewtons dans la plage du diamètre 3, 9 à 5,8 j à la vieillesse obtenu de 0,8 j à 1,1 j.
5.3.7 Le diagramme indicateur normal de la compression est dû à sa mère la forme d'une courbe douce, légèrement gonflée en montée, qui s'étend sur toute la longueur de l'épi jusqu'à la fin de la compression. Modèle - schéma pour presser les paires de roues petites 8.
Autorisé ainsi dans dhilennya dans les diagrammes normaux ї zapresuvalі ї.
nar. - 01Р ■ "min w, ll min
1 - domaine des diagrammes de prépression ;
2 - courbe maximale ; 3 – courbe minimale ; Pressage R-susilla, kN ; R max, R t \ n - coquelicot vіdpovіdno
49,0 minimum et minimum kintsevі zusilla
0 valable pour le tableau 1 ; L - distance théorique dia
grammes, mm
Malyunok 8 - Modèle - schéma de pressage

5.3.7.1 Aux oreilles du noyau diogrami (la zone du contexte du contexte du Parton à Tsilindrichna) Stribko Pydvishchennya Zuillya pas plus de 49 kN (5 ts) avec le DILANIK horizontal 5 % du Diagra L théorique pré-divin .
5.3.7.2 La présence de maidanchiks ou de dépressions sur les diagrammes dans les zones de pourriture des tours dans les canaux d'huile sur l'utérus, leur nombre est dû au nombre de tours.
5.3.7.3 Courbure par des diagrammes avec croissance ininterrompue de la susilla pour l'esprit, que l'ensemble tordu, cramoisi 5.3.7.2 maidanchiks et dépressions, se venge davantage derrière la ligne droite sur ce diagramme, la susilla minimale autorisée P min .
5.3.7.4 Ligne droite horizontale sur le diagramme en fin de pression sur la pression, qui ne dépasse pas 15% de la pression théorique sur les diagrammes L, ou la chute de la susilla n'est pas supérieure à 5% de la susilla de la pression sur la pression P max sur la pression, qui ne dépasse pas 10 % des diagrammes théoriques ї dozhini L.
5.3.7.5 Stribkopodіbіbіbіbіbіbіbіbіbіbіbіbіbіbіshchennya zusillya dans le diagramme kinci, yakshcho konіzієє kolії ї pari ou tekhnologiє molіvvannya zadbacheno s'adapte jusqu'à l'arrêt dans n'importe quel élément.
5.3.7.6 Colivanya susilla in kіntsi zagrіvannja avec une amplitude ne dépassant pas 3 % zusily zvіnіnі P max sur dozhinі, ne dépassant pas 15 % des diagrammes théoriques zvіnі dvzhina L en cas de pression sur kolіs avec un utérus enfoncé.
5.3.7.7 Ajustement pour une précision jusqu'à 20 kN (2 tf) dans la valeur limite maximale selon le diagramme.
5.3.7.8 En cas de susceptibilité finale des paires de roues à 10 % inférieure ou supérieure à la valeur limite de la plage définie dans le tableau 1 (sans ajuster le mouvement admissible en forme de traînée de la susilla selon 5.3.7.5), le le vérificateur en présence d'un remplaçant est chargé d'effectuer une re-vérification de l'ajustement à la presse avec un triple additif au niveau du pivot droit en forme de zusilla zapresuvannya. Pour revérifier la valeur finale modifiée de la compression sur l'axe de commande du variateur, il est possible d'ajouter 1,2 de la valeur de compression réelle. Pour la revérification du seuil d'extrémité le plus grand, la compression de l'axe de contrôle de la tension peut être cohérente avec le seuil maximal de compression du tableau 1.
5.3.7.9 La pression de compression réelle ne peut être inférieure à 85 % de la pression théorique L, mm, qui est calculée selon la formule
L = (C + L 2)i,
de L 1 - dozhina de la portée jusqu'au contact du centre utérin du centre de la roue par le haut, mm ;
/_ 2 - saillie supplémentaire de la matochine (telle qu'elle a été transférée dans la documentation de conception), mm ;
/ - l'échelle des diagrammes pour la dovzhina.
La pression réelle pour la mère du disque de galmium n'est pas inférieure à 105/".
5.3.7.10 En cas de rejet de schémas insatisfaisants ou d'incohérence de la valeur du roulement d'extrémité du jeu de pressage dans le tableau 1, il est permis d'appuyer à plusieurs reprises (pas plus de deux fois) sur la roue (centre de roue) sur la suspension sans traitement mécanique supplémentaire de la surface d'atterrissage pour l'apparition de bavures sur les surfaces d'atterrissage du centre de roue).
Lorsque la roue (centre de roue) est réappuyée, elle peut être réduite de 15% de la totalité de la valeur de la limite inférieure de la zone d'extrémité, insérée dans le tableau 1.
6 Règles d'admission
6.1 Quantité de paris pour contrôler la conformité à la même norme lors des tests de construction primaire (PS), périodiques (P), typiques (T) selon GOST 15.309 et des tests de confirmation des tests (C).
La liste des paramètres de contrôle et des méthodes de test du pari de roue est donnée dans le tableau 2.
Tableau 2
|
Paramètre de contrôle |
Pointez vers la norme, de quoi venger vimogi, yakі revérifier l'heure des tests |
essayer* |
|||
|
Bonjour |
périodique |
pour vérification |
|||
|
1 Rozmіri, tolérances et forme |
4.2.1.2-4.2.1.4, 4.2.2.2, 4.2.2.4, 4.2.2.5, 4.2.2.9-4.2.2.11, 4.2.2.17^t.2.2.19, 4.2.3.2, 4.3.1-4.3.6, 4.3.8, 4.3.9 |
4.3.3-4.3.6, 4.3.9 |
7.1.2, 7.1.4 (PS, P, T), 7.1.5 |
||
|
2 Aspect étoilé et moulin (luminosité) de la surface, y compris la propreté de l'ouvrage (brièveté) |
4.2.1.1, 4.2.2.3, 4.2.2.8, 4.2.2.E, 4.2.3.1, 4.3.7, 4.3.8 |
7.1.1 (PS, S), 7.2 (P, S) |
|||
|
3 Puissance mécanique et entrepôt chimique |
7.1.15 (PS), 7.2 (P) |
||||
|
4 Souvenir des nomades | |||||
|
5 Température de chauffage des pièces qui se produisent |
4.2.2.16, 4.2.2.17, 5.2.2, 5.2.5, 5.3.1 | ||||
|
6 La présence de défauts dans le métal : Contrôle par ultrasons Contrôle magnétique contrôle acoustique |
4.2.1.5,4.2.2.12,4.2.2.13 4.2.1.5.4.2.2.13.4.2.3.3.4.2.11 | ||||
|
7 Déséquilibre : statique Dynamique |
4.2.2.14, 4.3.10, 4.3.11,4.3.13, 5.1.3 4.3.12 | ||||
|
8 valeurs de précharge pour les pièces réalisables |
4.2.2.15, 5.2.3, 5.3.2 | ||||
|
9 détails de Mitsnіst z'ednannya qui se produisent |
4.2.2.17, 5.2.6, 5.3.5-5.3.7 |
5.2.6, 5.3.4- 5.3.6 |
7.1.10 (PS, C), 7.1.11 (PS), 7.2 (P,S) |
||
|
10 Paramètres du profil du pneumatique (jante) de la roue en fonction de l'enjeu roulé | |||||
|
11 Opir électrique | |||||
|
12 Retrait du centre de roue dû à une déformation plastique | |||||
|
13 Modifications de l'acier (taille A) sous forme d'échauffement lors de la galvanisation et changement des bandes de bandage pour l'heure de meulage | |||||
|
14 Coefficient du support de stock pour le stock d'essieux et le nombre de stocks à l'entrepôt du pari des roues | |||||
|
15 Coefficient du stock de capacité statique de l'axe et numéro de l'entrepôt du pari roue | |||||
|
16 Vitrivalité entre l'axe de la roue à l'entrepôt du pari de la roue | |||||
Complétion des tableaux 2
* Pour les paramètres non affectés aux types de tests, des tests sont effectués pour tous les types de tests.
6.2 Réception des tests
6.2.1 Test de réception des pièces de la roue par et de la roue en cuir par dans la collecte des coupables mais effectué avant la présentation des certificats, d'autres documents confirmant la qualité, des schémas de réexamen des roues sur la base des diagrammes de pressage, ainsi que les formes de parité des roues et des roues dentées.
6.2.2 Sur les éléments de ce nombre de paires qui ont réussi les tests de construction primaire, les marques primaires du virobnik de fabrication sont appliquées, et au moment de leur réalisation par l'autre organisme de contrôle - la marque primaire.
6.2.3 En cas d'incohérence, selon la norme, les détails du pari de roues, préparés avant le stockage, cette paire de roues doivent être rejetés.
6.3 Tests périodiques
6.3.1 Des tests périodiques doivent être effectués au moins une fois par rivière dans la communauté des tests de construction primaire, avec lesquels il est nécessaire de contrôler en outre :
Revêtement Yakist obrobka - sur deux parties de la construction cutanée ;
Yakist zmitsnennya nakomuvannyam - selon GOST 31334 ;
Mіtsnіst z'єdnannya bandage avec le centre de la roue - sur deux paires de roues de types de peau du bandage.
6.3.2 En cas d'incohérence, selon la norme, je souhaite répéter les tests sur une seule pièce (détail) sur un double nombre de paires de roues. En cas de résultats insatisfaisants, l'essai des paires de roues priymannya est épinglé jusqu'à ce que la cause soit résolue.
6.4 Essais de type
6.4.1 Des tests typiques doivent être effectués :
Lors de la modification de la conception du pari de roue (pour les paramètres 1-3, 5, 7-17 du tableau 2) ;
Lorsque des matériaux zastosuvanni avec moins de puissance mécanique, modifiez le processus technologique de préparation des pièces de la paire de roues et de leurs ébauches ou changez l'usine de fabrication (pour les paramètres 1-6, 8-10, 12, 14-17 du tableau 2) ;
Pour changer la méthode de formation d'un pari de roue (pour les paramètres 1,2,4,5,8,9,12 du tableau 2) ;
Lors du changement d'un système galvanisé, il est nécessaire d'ajouter une traction mécanique ou thermique à une paire de roues (roue) (pour les paramètres 1-3, 5, 8, 9, 13 du tableau 2) ;
Avec une augmentation de la tension axiale sur une paire de roues ou une étanchéité structurelle, modifiez le schéma de tension (pour les paramètres 1-5, 7-9, 13-17 du tableau 2).
6.4.2 Réfléchir à réaliser des essais types selon les esprits du fonctionnement des paires de roues selon les principaux paramètres (tension statique et dynamique sous forme de paire de roues sur les rails, vitesse de direction, force de traction et galvanisation).
6.5 Règles de sélection des fentes pour la confirmation de la paire de roues
Les tests visant à confirmer la viabilité des paires de roues sont effectués sur des échantillons sélectionnés par la méthode de sélection verticale selon GOST 18321, qui ont passé les tests préliminaires. Le nombre d'échantillons à tester pour confirmer la validité des paires de roues n'est pas inférieur à deux.
7 Méthodes de test
7.1 Dans le cas de tests de construction primaire, la viabilité de la norme sélectionnée est déterminée par des méthodes et des méthodes offensives.
7.1.1 L'aspect clair et la luminosité de la finition de surface doivent être vérifiés visuellement pour une clarté supplémentaire de la surface conformément à GOST 9378 ou avec un profilomètre. Le contrôle des paramètres de brièveté est effectué en trois points, un à la fois, un à la fois.
7.1.2 Modifications, permettons une heure d'effacement des expansions linéaires, - selon GOST 8.051.
Lors du contrôle de l'expansion supérieure à 500 mm, l'erreur marginale d'une mesure particulière de vimiryuvan, qui zastosovuetsya, n'est pas responsable du dépassement de 1/3 de la valeur de tolérance établie par la norme cim.
Les batailles radiales et finales sont reconsidérées par un indicateur du type correct, et elles sont désignées comme la moyenne arithmétique des résultats d'au moins trois essais.
7.1.3 Les valeurs d'étanchéité de l'ajustement des pièces, qui sont obtenues, sont déterminées avant le moulage de la roue en modifiant les diamètres d'ajustement en їх mois obtenus par un alésage micrométrique selon GOST 868 et un support micrométrique selon selon GOST 11098 en trois coupes x le long de la longueur du palier et dans deux plans mutuellement perpendiculaires. Pour la valeur du diamètre de la zone blessée, les détails suivants sont mesurés par la valeur moyenne des résultats de six plaies cutanées.
Il est permis d'installer un autre instrument de mesure, qui garantira la précision nécessaire de l'instrument de mesure.
7.1.4 L'exactitude de la ressemblance réelle des surfaces d'atterrissage doit être vérifiée par rapport aux résultats des mesures de 7.1.3 pour les valeurs des mesures à deux croisements extrêmes pour la longueur de l'atterrissage des surfaces d'atterrissage. dans deux plans perpendiculaires entre eux. Pour la valeur du diamètre lors de l'atterrissage extrême, prenez la valeur moyenne de deux vimiryuvan au niveau de la coupe cutanée.
7.1.5 La largeur de la bande de roulement de la roue pliée est mesurée en trois coupes le long du piquet sur une largeur d'au moins 100 mm, en fonction des chiffres extrêmes du marquage.
7.1.6 Le profil du bandage (jante) de la roue doit être remodelé avec un gabarit correspondant à partir des rainures limites sur la 1ère dimension + 0,1 mm. L'écart admissible entre le gabarit et le profil du pneu (jante) de la roue n'est pas à blâmer pour le passage de la sonde avec une épaisseur supérieure à 0,5 mm le long de la surface de l'acier laminé et l'épaisseur du peigne, 1 mm - le long de la hauteur du peigne, avec lequel le gabarit est blâmé mais pressé contre l'extrémité intérieure du pneu (jante) de la roue .
7.1.7 Le nombre de défauts de surface de l'essieu, de la roue, du pneu ainsi que de la roue dentée (goupille) doit être vérifié par des méthodes d'inspection visuelle selon GOST 23479, une inspection magnétique selon GOST 21105, le nombre de défauts internes - par inspection par ultrasons selon GOST 12503. ryati par contrôle par ultrasons selon GOST 12503, le nombre de défauts de surface - par les méthodes de contrôle visuel selon GOST 23479, contrôle magnétique selon GOST 21105 et contrôle acoustique - selon GOST 20415.
Remarque - Lors de l'évaluation des résultats des tests par ultrasons, il existe des signes d'acceptation qui identifient le défaut, qui peuvent constituer des certificats de vérification valides.
7.1.8 L'excès de déséquilibre statique ou dynamique est réévalué sur le couple de roues, ou okremo derrière les pièces de rangement lors du moulage du couple de roues, il est possible de compléter A.
7.1.9 La température de chauffage des pièces de la paire de roues avant leur atterrissage doit être contrôlée par le schéma de chauffage avec les raccords et accessoires qui contrôlent l'augmentation de la température, empêchant ainsi le dépassement de la valeur limite. Pohibka vimir - + 5 °С.
7.1.10 Il est nécessaire de vérifier les détails suivants à partir de la source :
Avec la méthode de plantation par pressage - selon la forme des schémas de pressage et le vidpovidnostі kintsevіm zusilyа vidpovidno au tableau 1.
Avec la méthode d'atterrissage thermique, il s'agit d'un triple complément au contrôle régulé de la navigation axiale (suwu), avec lequel les diagrammes de rotation sont enregistrés.
Le moment de l'atterrissage de la roue dentée au bas du centre de la roue est vérifié par le couple de commande (par tour) selon 5.2.6, avec lequel l'entraînement est enregistré par des diagrammes.
7.1.11 La largeur d'ajustement du bandage et de l'anneau de bandage sur la paire de roues en cuir doit être tordue après avoir heurté la roue en tapotant avec un marteau slusar (GOST 2310) sur la surface de la barre roulée et l'anneau de bandage n'est pas moins que inférieur pour deux ou plusieurs distances égales de leurs points. Les sons étouffés ne sont pas autorisés.
7.1.12 Le support électrique doit être vérifié sur le couple de roues, installé sur le support de la dépendance, ce qui permet de tester le support électrique entre les bandages (obides) du couple de roues avec ND*, homologué de la manière prescrite.
7.1.13 Le marquage doit être vérifié visuellement. Le couple de roues avec des marques illisibles est coupable d'être rejeté.
7.1.14 Méthodes et contrôle de la capacité des paires de roues de locomotives selon GOST 31365, MVPZ selon GOST 12549.
7.1.15 Autorité mécanique et entrepôt chimique pour les pièces métalliques des paires de roues, mais confirmées par des documents sur la qualité des entreprises - ébauches de forge (pièces forgées).
7.2 En cas d'essais périodiques, la validité de la norme peut être déterminée par les méthodes et méthodes suivantes :
La qualité de la finition de la surface des pièces avant la formation du pari de roue - en contrôlant les paramètres de raccourcissement de la surface selon GOST 2789 ;
Jakist zmіtsnennya nakochuvannyam - vyrіzuvannyam z axes d'éclaircie tardive dans les parties shiytsі, pіdstupnіy, srednіy, ainsi que vibrkovo dans mistsy roztashuvannya zholobnikovіv z ND **, durcis de la manière prescrite ;
Mіtsnіst z'єdnannya bandage avec le centre de la roue - vimіryuvannya réel razmіrіv z'іdnannya z'іdnannya z'іdnannya znyattya bandage, valeur rozrahunkom d'étanchéité et réglage des valeurs vihіdnym d'étanchéité ;
La puissance mécanique du métal doit être vérifiée sur les ouvrants pivotants - roues selon GOST 10791, essieux selon GOST 31334, centres de roues selon GOST 4491, bandages selon GOST 398 ou autre ND durci.
7.3 Dans le cas de tests typiques, la viabilité d'une norme donnée est déterminée par des méthodes et des méthodes offensives.
7.3.1 La modification de l'étanchéité réelle (retrait) du centre de la roue doit être déterminée en modifiant les diamètres des surfaces d'appui des pièces, qui se produisent dans trois zones sous la coupe à 120° sur toute la longueur du piquet, avant pose et après retrait du bandage - selon 7.2, à qui le changement d'étanchéité est coupable mais pas plus que transféré vers 4.2.2.15.
7.3.2 Modifications entre les extrémités intérieures des bandages des roues lors du chauffage lors de la galvanisation avec des blocs sur la surface de la roue roulée, il est nécessaire de désigner les éléments d'extrémité à l'aide de la méthode rozrachunk avec l'idéalisation (fractionnement) de la roue avec éléments en vrac ou bien l'expert par la méthode mentale, un moyen de mettre en œuvre une galvanisation en mode 3 rouleaux avec une traction de 20 min à un coefficient de patins jusqu'à 0,5 en poids maximum avec une vitesse non inférieure à 40 km/an sur de longues descentes et de longs galmuvans pour faire du trivaly.
7.3.3 Les modifications de l'acier entre les extrémités intérieures des pneus de roue, après le changement du pneu (jante) par usure et réparation par tournage du profil laminé, sont déterminées par la méthode rozrachunk des éléments d'extrémité avec idéalisation (éclatement) du volume de la roue par eux éléments ou par la méthode expérimentale de rotation à bille de la surface du rouleau de roue du maximum jusqu'à la frontière tovshchina, établie dans les règles d'exploitation technique de la baie ***.
7.3.4 Valeur désignée du coefficient pour le support de stock de l'essieu de roue à l'entrepôt du pari de roue pour un TRS spécifique avec l'amélioration des besoins technologiques et opérationnels conformément à GOST 31373.
7.3.5 Désignation de la capacité d'enroulement de l'essieu de la roue à l'entrepôt du pari de roue pour un TRS spécifique avec l'amélioration des avantages technologiques et opérationnels - selon GOST 31373.
7.3.6 La valeur attribuée du coefficient pour le stock de capacité statique de l'axe et le nombre de mobilité (rozrahunkova) de l'axe du robot sans roue et le nombre à l'entrepôt du pari de roue avec l'amélioration des besoins technologiques et opérationnels - pour GOST 31373.
7.4 Les résultats du test sont enregistrés avant le protocole de test.
Le protocole de test est coupable de ces données :
Date de prélèvement ;
Type de test ;
Importance du pari de la roue ;
Zasib vimiru ;
Essayez les résultats.
* Sur le territoire de la Fédération de Russie, les cis ont été installés selon GOST R 52920-2008.
** Sur le territoire de la Fédération de Russie, les centres ont été installés à.
*** Sur le territoire de la Fédération de Russie, des centres ont été installés.
7.5 Certificat de vérification dû au certificat de confirmation de la mère du type et au certificat de vérification.
Les possessions, qui zastosovuєtsya, peuvent être attestées vodpovidno avant la législation sur la sécurité de l'unité de vimіryuvan.
8 Transport et économies
8.1 Kolisni Paris, avec une plate-forme à cornes, une voiture d'une voiture avec des arbres, une plate-forme sliz rostashovati symétriquement posdizhno-osi (carrosserie), une roue empilée de roues d'arbres, clouée au sol, piquante aux pydlogs du fer à cheval de transport. Kolіsnі pari povinnі buti mіtsno fixé au pіdlіg vіdlogi vіdpalenіm drotom diamètre 6 mm, schob niknutih vіlіh vіlіvі kolіsnih paires une à une. Lors du transport de paires de roues sur la plate-forme aérienne ou sur des machines avec des supports métalliques, les paires de roues doivent être installées sur des supports spéciaux, car elles sont solidement fixées à la barrière de transport.
8.2 Lors du stockage et du transport du joint de roue, le col de la partie moyeu avant des essieux et les roues dentées des soufflets sont recouverts d'un entrepôt anticorrosion, jusqu'aux groupes de protection 1-2, version de protection VZ-1 , selon GOST 9.014.
Avant le transport des roues, les cols d'essieu et les dents des roues dentées sont constitués de pneus, qui sont protégés par des pneus - des courroies en planches de bois, enfilées sur du bois avec un enrouleur ou clouées sur une ligne de déchiqueteuse métallique. Les dents des roues dentelées sont brûlées avec du papier résistant à l'eau et protégées des dommages.
Les coutures métalliques, les saletés et les fleurs ne sont pas la faute du col de l'axe.
Avec une sécurité insignifiante, il est permis d'entourer en plus le cou et les engrenages de la roue avec de la toile de jute, du parchemin.
8.3 Les roulements d'essieu du réducteur du moteur de traction doivent être fermés avec des carters de protection, et les roulements des moments réactifs importants dans les paires de roues des trains diesel doivent être enveloppés d'un sac.
8.4 Lors du transport et du stockage, il n'est pas autorisé :
Sautez le nombre de paris et leurs éléments ;
Mettre des crochets et des lances sous les mécanismes du cou et sous les pieds des essieux des paires de roues ;
Attention à la quantité de vapeur souterraine sans installation sur rails.
8.5 Sur la peau de la paire de roues, l'officiel est coupable de buti apposé une plaque de métal ou de bois avec du farboi battu ou appliqué tel danim :
Nom du dirigeant ;
point de reconnaissance,
Numéro de pari de roue.
Au moment de la livraison du pari à roues avec boîtes d'essieux, une plaque métallique est fixée sur le boulon du couvercle avant de la boîte d'essieu droite, sur laquelle est estampillé le numéro du pari à roues, car il n'est pas frappé sur le cas de la boîte d'essieu ou de la roue avant.
9 Garantie
9.1 Le constructeur garantit les performances des paires de roues au plus haut niveau de compréhension des règles de fonctionnement* et même de distribution 8.
9.2 Durée de garantie sur le coût de fabrication des pièces (essieu, roue, corps de roue, roue dentée) - 10 ans.
Remarque - La garantie s'applique au moment de la reformation du pari de roue.
9.3 Conditions de garantie pour le fonctionnement des pièces de pari à roues :
Osі - selon GOST 31334 ;
Quantité de produits laminés solides - selon GOST 10791 ;
Centres de roues Lith - selon GOST 4491 ;
Bandages - selon GOST 398 ;
* Sur le territoire de la Fédération de Russie, des centres ont été installés.
Roues dentées - selon GOST 30803 ;
Autres détails - pour TU pour une pièce spécifique.
Remarque - Les délais de garantie sont calculés à compter de la mise en service du pari roue à compter de la date précisée dans le formulaire d'établissement du pari roue pour TPS.
10 Wimogi protège les enfants
10.1 Je regarderai autour de moi pendant une heure, je vérifierai autour de moi que le moulage de paires de roues peut être sûr, et en même temps la sécurité du travail conformément à GOST 12.3.002.
10.2 La première heure du travail effectué pour la formation des paires de roues dues au transfert du vin, entre dans la protection du milieu de travail et du milieu superflu dans l'infusion des facteurs de production dangereux et lourds de GOST 12.0.003.
10.4 Les travaux liés aux vibrations et aux tests des paires de roues doivent être effectués dans des locaux dotés d'une ventilation par marée selon GOST 12.4.021.
10.5 Les indicateurs du microclimat des habitats sont à imputer à l'aide de la ND **, approuvée par l'approbation de l'autorité nationale du pouvoir vikonavchoi.
10.6 Le niveau de bruit et de vibrations sur les lieux de travail n'est pas responsable du dépassement des normes établies par la ND **, approuvées par l'autorité nationale du gouvernement victorieux.
10.7 L'éclairage des lieux de travail et des zones de travail peut être soumis aux meilleures normes et règles possibles.
10.8 Le personnel employé dans la production de paires de roues peut bénéficier d'une protection individuelle selon GOST 12.4.011.
* Sur le territoire de la Fédération de Russie, des normes d'hygiène ont été établies dans les normes d'hygiène « Concentrations limitées admissibles (GDK) de parole pelucheuse à proximité de la zone de travail » (DN 2.2.5.1313-03), approuvées par le ministère de la Protection de la santé I. suis Fédération de Russie 27 avril 2003
** Sur le territoire de l'Ukraine, des mauvaises herbes ont été installées dans le cadre des « Mauvaises herbes hygiéniques pour les engrais microclimatiques ». Règles et normes sanitaires » (SanPiN 2.2.4.548-96), approuvées par le Comité d'État pour l'examen sanitaire et épidémiologique de Russie le 01.10.1996.
Addendum A (obov'yazkovy)
Revérification des déséquilibres statiques et dynamiques excessifs
A.1 Revalidation du balourd statique excessif
L'excès de balourd statique est réévalué sur un essieu monté avec des axes de boîte d'essieu sur le support du support d'équilibrage. Avec une pointe imitant le pari de la roue, qui est kolivaetsya sur le support, le rayon-vecteur du déséquilibre du redressement.
Pour déterminer la valeur de l'excès de balourd statique, relever et fixer à la partie supérieure d'une des roues sur le rayon g, le poids du poids t pour que le balourd soit égal au balourd extérieur.
En cas de déséquilibres égaux, la paire de roues peut devenir égale sur les supports horizontaux du support dans n'importe quelle position lors de la rotation de l'axe de l'emballage.
Déséquilibre statique excessif du pari de roue D repos, kg cm, calculé selon la formule
et correspondent aux valeurs admissibles 4.3.10, 4.3.11, 4.3.13.
En cas de dépassement de la valeur admissible du déséquilibre statique excessif du montant du pari, le pari est remis au broyage supplémentaire avec une re-vérification.
support de support

t 1 - le poids du pari de la roue est neuro-innové ; t - koriguyucha masse; r v g
Figure A.1 - Schéma de la valeur statique du pari de la roue
A.2 Revalidation d'un déséquilibre dynamique excessif
Le balourd dynamique est revu sur un couple de roues, installé sur un bâti d'équilibrage. Le stand est chargé de veiller à ce que le balourd ne soit pas inférieur à 0,2 de la valeur maximale fixée par les autorités à la norme.
La valeur du déséquilibre dynamique excessif du pari de roue est déterminée par la réduction de l'afflux dynamique des forces d'inertie de la masse du pari de roue avec les enveloppes installées et la fixation de leurs valeurs et lignes droites dans le plat de la roue . Pour qui, le stand est équipé des capteurs et équipements d'enregistrement les plus viables.
La réduction de la valeur du déséquilibre dynamique excessif du pari de la roue est égale aux valeurs admissibles 4.3.12.
Lorsque la valeur admissible du déséquilibre dynamique excessif est dépassée, l'équilibre est réduit de la même manière que le déséquilibre statique par la rotation de la roue avec un retour supplémentaire.
Bibliographie
ТІ 32 TsT-VNIIZhT-95
paires de locomotives et d'automobiles, approuvées par le ministère des Chemins de fer de Russie le 19 avril 1995.
Règles d'exploitation technique des lignes ferroviaires de la Fédération de Russie, approuvées par le ministère des Transports de Russie le 21 décembre 2010, arrêté n° 286
UDC 669.4.027.11:006.354 MKS 45.060 D56 OKP 31 8381
Mots clés : entrepôt de traction ruhomy, gabarit 1520 mm, roue de pari, roue (en marche), suspension, centre de roue, bandage, anneau de bandage, roue dentée, circonférence de roue, moyeu de roue, veuves techniques, moulage de pari de roue, marquage, règles de capture, méthodes de contrôle, garanties du virobnik, protection du travail, protection de l'environnement nécessaire
Editeur R.G. Goverdovska Rédacteur technique N.S. Goishanova Correcteur M.I. Pershina Disposition informatique V.I. Goïschenko
Créé avant inscription le 25/09/2012. Signés l'un à l'autre le 25.10.2012. Format 60x84 1/8. Casque Arial. Uel. pic. l. 3.72.
Uch.-vue. l. 3h40. Tirage 118 env. Zach. 947.
FSUE "STANDARTINFORM", 123995 Moscou, province de Granatny, 4. Collecté auprès de la FSUE "STANDARTINFORM" sur PEOM.
Instruit à la succursale de la FSUE "STANDARTINFORM" - type. "Moscou Drukar", 105062 Moscou, province de Lyalin, 6.
(Avec modifications et ajouts, confirmés par la Déclaration du ministère des Chemins de fer de Russie du 23.08.2000 n° K-2273u)
1. INTRODUCTION……………………………………………………………………………………………….. 3 ………………… ………………………………………………………………………………………………………… 3 …. 5 4. VOIR, MODALITÉS ET PROCÉDURE DE CERTIFICATION DES PAIRES DE ROUES9 5. DÉFAUTS DES PAIRES DE ROUES ET MÉTHODES DE MISE EN ŒUVRE …… 12 6. RÉPARATION ET FORMAGE…….………. ZAGALNI VIMOGI………………………………………………………………………………………………………. 20 6.2. PRODUCTION DE HACHES NEUVES ET ANCIENNES. ………………………………………………………………….. 21 6.3. TRAITEMENT DES CENTRES NOUVEAUX ET ANCIENS, LAMINANTS ET ENGRENAGES…… 23 6.4. RÉPARATION DE ROUES D'ENGRENAGES. ………………………………………………………………………………………….. 25 6.5. DÉVELOPPEMENT DE NOUVEAUX ET ANCIENS BANDAGES. ……………………………………………………………. 26 6.6. BANDE DE BUSE (ZMINA). ……………………………………………………………………………………… 27 6.7. TRAVAUX SOUS PRESSION ……………………………………………………………………………………………………… 29 6.8. METHODE THERMIQUE DE FORMATION DE PAIRES DE ROUES ………………………………………………………… 35 6.9. ARRONDISSEMENT DES BANDES ET JANTES DE ROUES LAMINÉES PAR PROFIL ……………………… 36 6.10. FORMATION DES PAIRES DE ROUES……………………………………………………………………………………………………………………… …………………………………………………………………………………………………………………………………… …………………………………………………………………………………………………………………………………… …………………………………………………………………………………………………………………………………… ……………………………………… І MARQUAGE DES PAIRES DE COLONNES ET DES ÉLÉMENTS IX … 46 9. REMPLISSAGE DES PAIRES DE COLONNES …………………………………………… …………………………………………………………………………………………………………………………………… …………………………………………………………………………………………………………………………………… …………………………………………………… 46 10. TRANSPORT, COLLECTE DU NOMBRE D'ÉLÉMENTS ЇХ ……………………………………………… …………………………………………………… 53 …………………………………………………………………………… ……. 54 12. SÉCURITÉ MÉTROLOGIQUE…………………………………………………….. 54 ADDITION 1…………………………………………………… …… ……………………………………………………………… 56 AJOUT 2……………………………………………………… ………… …………………………………………………… 59 AJOUT 3…………………………………………………………… …………… ……………………………………………… 59 SUPPLÉMENT 4………………………………………………………………… ……………… …………………………………… 60 AJOUT 5…………………………………………………………………… ………………… …………………………… 61 AJOUT 6…………………………………………………………………………… ………………… …………………… 66 AJOUT 7…………………………………………………………………………………… ………………… …………… 68 AJOUT 8…………………………………………………………………………………………… ………………… …… 70 AJOUT 9…………………………………………………………………………………………………… …………… 74 AJOUT 10……………………………………………………………………………………………………………… …. 76 ADDITION 11…………………………………………………………………………………………………………………. 78 SUPPLÉMENT 12………………………………………………………………………………………………………………. 78 ADDITION 13………………………………………………………………………………………………………………. 78
1. INTRODUCTION
1.1. Cette Instruction est étendue au nombre de pars de tous types de locomotives et au magasin sec multi-unités (MVPS) de 1520 mm. Les locomotives et les MVPS étaient appelés entrepôt de traction rukhomy (TPS).
1.2. L'instruction établit l'ordre, les termes, les normes et les tarifs, qui sont chargés de satisfaire le montant des paris lors de leur moulage, réparation (recherche) et amélioration technique.
1.3. Toute la documentation opérationnelle et de réparation sur les paires de roues, qui sont revues, relève de la responsabilité du suvoro conformément aux Instructions et à GOST 11018, et la documentation de vol est de la faute du buti qui leur est apporté.
1.4. Vimogi tsієї Instructions pour obov'yazkovі lors de la préparation, de la réparation, de la maintenance technique et du fonctionnement des paires de roues.
(À la rédaction de la déclaration du ministère des Chemins de fer de Russie, du 23.08.2000 n° K-2273u)
1.5. Instructions du 31 décembre 1985 N° TsT/4351 pour une partie des travaux de préparation et de réparation des paires de roues de locomotives à vapeur.
2. POSTES SUPÉRIEURS
2.1. Conformément aux Règles d'exploitation technique de la baie de la Fédération de Russie (plus loin PTE), la paire de roues en cuir est tenue de se conformer aux instructions. Le montant des salaires du TPS avec la rigidité des roulements est également satisfait des instructions ordonnées pour la réparation des moyeux avec les roulements de la rigidité des locomotives et de l'entrepôt de wagons.
Le nombre de paris du TPS, qui fonctionne à une vitesse supérieure à 140 km/an, doit, en outre, satisfaire aux instructions les plus décentes pour la maintenance technique et l'exploitation des spores, l'ajout d'un entrepôt de ruhomy et l'organisation de l'exploitation sur le Trains de voyageurs Igu shvidkіsnih.
La préparation et la réparation des roues dentées motrices des boîtes de vitesses de traction avec des éléments à ressort en caoutchouc-métal, des moyeux et des pièces d'entraînement des paires de roues avec des roulements de châssis de support et d'essieu de support de moteurs électriques de traction sont effectuées conformément au reslen, aux règles de réparation, aux directives de réparation. et GOST 11018.
Vikonannya vymog zaznacheno tekhnіchnіnї docіnіїїє є obov'yazkovim pour vsіh pracіvnіv, pov'yazanih s moulage, inspection, réparation et fonctionnement des paires de roues.
2.2. La paire de roues en cuir est due à la mère sur l'axe, aux panneaux clairement placés sur l'heure et le lieu de moulage, le look total autour et la marque sur la prise lors du moulage du look complet. Les éléments du pari de la roue sont dus aux signes et stigmates mères, établis par les normes, esprits techniques et instructions en vigueur. Après réparation sur les terres du SND et de Lettonie, l'exploitation de paires de roues et d'autres éléments sans la marque « Marteau et Faucille » est autorisée pour l'évidence du transfert de marques (article 8).
2.3. Quantité de mises due à l'inspection du TPS par buti piddan, une inspection grande et totale, selon l'ordre établi par la présente Instruction.
2.4. Un examen récent peut être effectué dans les usines et dans les dépôts de locomotives, ce qui peut avoir permis au ministère des Chemins de fer et au minimum obligatoire de possession, de dépendances, facilitant le contrôle et le contrôle du système de contrôle avec les additifs 1 et 2.
2.5. Vidpovidalnіst pour utrimannya іnstrumentіv і zabіv vіmіryuvanі v svіrіvіvanі dans la station de référence, ainsi que pour svoєchasne (étalonnage) zabіv ііііііії іmіryuvan s'appuie sur le chef de l'atelier de roues ou le maître, qui est responsable de la réparation de ce moulage de paires de roues.
Le contrôle de l'organisation et la vérification en temps opportun (calibrage) des méthodes de vérification sont effectués :
à l'usine - le chef du service de contrôle technique ;
au dépôt - l'ingénieur en chef ou l'intercesseur du chef de dépôt pour les réparations.
(À la rédaction de la déclaration du ministère des Chemins de fer de Russie, du 23.08.2000 n° K-2273u)
2.6. La station possède, attache et outils pour la réparation (regardez autour) des paires de roues, ainsi que dotrimannya pourrait tsієї Ієї Іnstruktsії dans les usines et dans le dépôt peuvent être scrupuleusement annulés par des commissions sous la tête de l'ingénieur en chef (ou de son intercesseur - à l'usine) pour la participation du VTK et des locomotives ymalnikov ( іnspektorіv- priymalnikov à l'usine).
La vapeur Kolіsna est amenée au transport par râteau et peut être vikoristan dans la partie courante de l'entrepôt sec. Vinahіd virіshuє zavdannya zbіlshennya ressource kolіsnoї pari, prіvishchennya prіvіdіdatnostі, skorochennya vytrat tekhnіchne obslugovuvannya en réparation, podvishchennya podvizhennya akostі, pіdvishchennya razpeka ruhu i ekologicheskoi ї їzpeka in umami , vagi poїzdіv ta vantazhen sur le pari de la roue entière. La paire de roues comprend deux roues avec flasques internes sur un axe plein avec des diamètres compris entre 0,4 et 0,8, la forme finale du produit, la ligne médiane de la roue laminée T avec le diamètre du piquet de l'acier laminé L, deux anneaux et boîtes d'essieux internes, canaux radiaux dans l'arbre, qui montent les arbres vides internes et les bagues vides, comme s'ils étaient remplis d'huile rare, des dépendances rétrécissantes, qui changent l'enroulement d'huile rare de la boîte d'essieu, une pompe hydraulique, hébergement sur l'axe, applications pour la circulation de refroidissement d'huile yucho r_dini dans des boîtiers de roulements vides. 1 il.
Vinahid est amené au transport de râteaux, le train de roulement de l'entrepôt sec d'entrée. Paire de roues Vіdoma, encadrées dans la qualité d'un analogue, pour venger deux roues avec des flasques internes sur un grand essieu grand ou vide avec deux boîtes d'essieux externes, qui sont transférées pour des roulements supplémentaires sur toute l'agonie, édité par L.A. Shadur, Moscou : Transports, 1980, page 94, figure V.3). Paire de roues Vіdoma, prise comme prototype, pour venger deux roues à flasques internes sur un essieu solide avec deux boîtes d'essieux internes ou externes, qui transfèrent les roulements sur l'ensemble de l'essieu (Norme internationale ISO 1005) / 7. Entrepôt de stockage Rukhomiy, partie 7. pour un entrepôt friable, principalement au point, partie 2, côté. je, je peux donc nedolіki, yakі réduire la ressource, la maintenabilité, augmenter le coût de la maintenance technique et des réparations, réduire la capacité de fonctionnement, la sécurité et la sécurité environnementale dans les esprits parient :
La contrainte est augmentée par la torsion dans l'essieu dangereux qui coupe la tension asymétrique її de la ligne médiane du roulis de la roue, ce qui, dans l'esprit des déformations de flexion cycliques sous l'heure du virage, est la raison de la crainte de ce dernier le les têtes des chariots montrent que plus tard l'apparition de fissures transversales dans les marchepieds et les parties médianes de l'axe sont rejetées sur au moins 40% des axes, div Serensen S.V., Shneiderovich O.M., Groman M.B.
Avancement asymétrique verticalement sur la boîte d'essieu, roulements, qui peuvent être réalisés avec des huiles plastiques jusqu'au caillebotis sec, échauffement de la boîte d'essieu, usure intensive, écrasement automatique des séparateurs, roues et rouleaux dans les roulements inclinés, bille antifriction. augmentation du nombre de wagons par chauffage des boîtes d'essieux par défaillance des roulements jusqu'à 70 % : div. Tr. VNIIZhT, 1982, VIP. 654);
L'impossibilité de soulever à proximité du plan vertical le piquet du rouleau de roue, ce qui réduit la capacité de roulement, provoquant un blocage supplémentaire du boudin de roue autour de la tête de la crémaillère et induisant jusqu'à une plage d'efforts transversaux dynamiques sur le roulement d'essieu au choc d'impact supplémentaire fragile, à la discorde du treillis à lattes, au frottement transversal de la roue, comme vous le savez, l'usure la plus importante des surfaces de contact ;
L'incapacité et l'impossibilité de mettre en œuvre avec la conception de base d'un pari à roues (prototype) un système fermé d'huile primaire avec des roulements d'essieu refroidis, ce qui n'empêche pas l'ajout d'huile pendant une période de fonctionnement de trois ans, mais il est nécessaire ї amélioration du système (les statistiques montrent que souvent les paires de roues avec boîtes d'essieux sont retirées par temps froid) l'inondation d'huile, її expansion, arrosage à travers le labyrinthe, rétrécissement et z tsієї provoque une usure aérienne des surfaces de centrage et du cavalier du séparateur de le roulement de la tête devient en jachère dans la classe des wagons de 35 à 65 % ; augmentation de la ressource du pari des roues, augmentation de la maintenabilité, accélération des coûts d'entretien technique et de réparation, amélioration des trains de roulement, amélioration de la sécurité et de l'environnement sécurité dans l'esprit d'une mobilité accrue, de waggy et de rentabilité pour tous les paris sur roues. mettre deux roues avec des flasques intérieurs sur un essieu vide solide deux boîtes d'essieu extérieures, sécurisées en même temps par deux boîtes d'essieu intérieures ; ї diamètre ovn_shny dans les gammes de 0,4 à 0,8, l'obtention d'une roue du vіssyu peut avoir une forme finie, si le diamètre du cône est petit, il est percé jusqu'aux extrémités de l'essieu, l'essieu intérieur vide et la boîte d'essieu est recouverte d'un revêtement respectueux de l'environnement , maison de refroidissement sans huile et avec canaux radiaux, vikonanim dans l'essieu, sur l'axe de placement de l'hydropompe, boîte d'essieu sans gorges hépatiques avec des centaines de mastila rares. La présence de nouveaux éléments et liens permet, en économisant autant que possible les possibilités de paris sur toutes les roues, ainsi que la tendance à leur augmentation, d'augmenter la ressource, la maintenabilité, d'accélérer le coût de la maintenance technique et des réparations, d'augmenter la capacité de fonctionnement , augmenter la sécurité du mouvement et la sécurité économique du compte symétrique de la ligne médiane de la roue déroulée sous les roulements sur les roulements et les roulements ; essieux dans le vegina zbіlshennyam à tsmu vomnoї mіtsnostі et dogovіchnostі buksovіh vuzlіv bіlsh nіzh dvuh razi, zginalny deformatіy osі vіsh nizh utrichі, zaspecchennya système fermé mastil pіdshipnіv. Nommé de nouveaux sukupnіst suttєvih signes nécessaires et suffisants pour l'accomplissement des tâches assignées, scho pour apporter le critère de protection « nouveauté ». La comparaison de la vinification proposée non seulement avec le prototype, mais avec d'autres solutions techniques dans cette catégorie de technologie n'a révélé aucun signe que la proposition de vinification est similaire au prototype, ce qui permet le développement de la vinification selon le critère de vinification de la cave rіven . Sur le fauteuil se trouve une partie symétrique de la roue proposée. Le couple de roues comprend deux roues à flasques internes 1 sur un essieu plein vide 2 de diamètres interne et externe d1/d2 compris entre les diamètres 0,4 à 0,8, forme finale obtenue 3 essieux 2 roues 1, la ligne médiane de la roue roulée T avec le diamètre du piquet du L roulé, deux anneaux 4 et deux boîtes d'essieux internes, des canaux radiaux 6 dans l'axe, qui relient l'essieu intérieur vide 7 essieu 2 et les boîtes d'essieux 8 vides 4, 5, comme le remplissage avec un type d'huile rare , par exemple, "Tormob" Canadian fire mi "Thordon" , amplifiant l'extension 9 du type final similaire à l'amplification de la société "Sederval i blue", Suède (div. "Technologie de la construction navale", 1991, N 7), pompe hydraulique 10, placement, par exemple, au milieu de l'axe. Kolіsna couple pratsyuє de cette façon. Avec une expansion symétrique des boîtes d'essieux à roulements intérieur et extérieur 4.5, la partie médiane de l'essieu T de la roue 1 est donnée à la roue uniquement sur l'axe Z, la partie médiane de l'axe A tourne dans le vigin statique médian . Avec cette plus grande baisse, la déviation et la rotation de l'axe sont modifiées trois fois : іv kochennya buks 4,5, zovnіshnіmi i vnutrіshnіmi flats gorge 4,5 ; en dernier recours, il modifie l'afflux des efforts d'amplitude axiale, qui ne sont pas sans danger pour les roulements et les extensions amplificatrices, qui sont provoqués par la compression des déformations de flexion, qui dans l'esprit de l'enroulement de l'axe courbe porter aux mains, frotter et user les détails. Dali, comme si la contrainte dans le rozrahunkovyh coupe l'axe dans la direction de la force statique verticale, qui est la même pour un roulement, changeait deux fois, alors c'est la valeur exacte de la différence jusqu'à la deuxième confirmation des données avec les formules de la méthode d'évaluation imovirniste mіtsnostі osі (div. "Normes pour le développement et la conception des wagons nouveaux et modernisés du MRS de 1520 mm (non automoteurs)"), l'augmentation est supérieure à la limite inférieure . Une telle augmentation significative du volume de l'axe 2 dans les coupes non sûres et l'expansion de la partie médiane de la partie médiane pour le rahunok ont remodelé la tension et amorcé la possibilité d'un affaiblissement sûr de la coupe transversale du axe avec l'introduction d'une capacité symétrique interne dans l'axe sans augmenter le diamètre ovale standard en remplaçant la coupe succulente sur l'anneau. Lorsque le poids de l'essieu change (en moyenne de 100 kg) avec l'utilisation des marques brunes, et on a vu pour l'équilibre de la réserve de poids de l'essieu, lorsqu'il est apparu, le vide interne 7 zadiya dans le proposé système fermé boîtes d'essieux mastila iv 4.5 en même temps, fonction d'économie et de refroidissement de l'huile, qui lave les roulements de la boîte d'essieu pendant une heure. Plage 0,4 - 0,8 changement du diamètre de l'essieu vide d1/d2 changements privés masi osі) - s іnshoy ; b) technologie de préparation d'axes avec réglages changeants d1 / d2 au-delà de l'axe de l'axe ; c) dosvidom zastosuvannya essieux vides, décrits, par exemple, dans le livre "Vagoni", éd. LA. Shadur, M. : "Transport", 1980, page 94, 95, d) le comportement des fonctions f=1-(d1/d2) 2 , w= 1-(d1/d2) 4 , qui caractérise l'aire de la section transversale de l'axe tubulaire correspond au moment d'appui. La modification des forces équivalentes radiales doubles, qui sont appliquées à un roulement, provoque une augmentation significative de la durabilité des roulements en millions de kilomètres, la distance est sensiblement à la hauteur de la formule d'évaluation de la durabilité des roulements d'essieu (div. "Normes pour rozrahunku..." , diseurs de bonne aventure). Dans ce rang, les boîtes d'essieux apparaissent nécessitant peu d'entretien et avec une ressource accrue, ce qui entraîne une diminution des coûts d'exploitation. Avec un rozpodіlі navantazhennya 4,5 axes de caisse symétriques, la zone du piquet, la tige de diamètre L de la roue 1 est automatiquement installée en position verticale, ce qui augmente la capacité de fonctionnement du système de transport et désactive le supplément renforce les forces sur la crémaillère, modifiant l'afflux transversal, frottant les roues sur le rail, usure de la surface. La sécurité écologique est assurée en cas de situations d'urgence (vibration, ruinuvannya de la coque de la boîte d'essieu trop tôt), car l'huile tourbillonnante ne zabrudnyu navkolishnє milieu, les éclats sont respectueux de l'environnement, rozchinny près de l'eau. La réparabilité de la paire de roues augmente, et les coûts de réparation modifient les sommets de la forme finale de la surface d'atterrissage 1 de la roue et de l'essieu 2, car injection r_dini sur une surface telle qu'il est possible de sélectionner les roues en toute sécurité. La pompe hydraulique 10, placée sur l'essieu de manière asymétrique par rapport aux roues 1, fait circuler la circulation d'huile rare dans l'essieu vide 7 7, assurant le système fermé de pattes de boîte d'essieu 4.5. Vinahid, qui inclut un tel effet systémique des facteurs, résultant de l'obtention des deux roues de l'air, qui vous permettent d'ajuster l'entrée symétrique à la ligne médiane de la roue roulée de la roue, la tension verticale du rozpodil sur l'ensemble et roulements, pidtrimka cola a roulé des roues nya dans le plan vertical, un axe sensiblement rozvantazhennya vіd vіgunu, des roulements de forces et de forces axiales, qui sont dues à la compression des déformations de flexion, ainsi que la création d'un système fermé de roulements respectueux de l'environnement et l'assemblage de la boîte d'essieu, qui est mal entretenu, pour conduire à des effets systémiques de conséquences, comme l'augmentation des ressources, l'augmentation de la maintenabilité, l'augmentation de la vitesse lors de l'entretien technique et de la réparation, le réapprovisionnement des trains de roulement, l'augmentation de la sécurité de la circulation, comme si dans mariage, ils créent un défaut dans l'esprit d'une sécurité accrue du trafic, des caprices et des navantazhen sur toutes les roues.
FORMULE VINAHODU
Roues d'une paire pour un entrepôt d'air sec, pour venger deux roues à flasques internes sur un essieu vide avec deux boîtes d'essieux ovales par rapport aux roues, pour transférer à l'aide de roulements de support les roulements de la suspension, en іdraznyаєє tim , le scho ne sera pas pris en charge à la fois par deux internes par rendez-vous aux roues avec boîte d'essieu, le cuir avec boîte d'essieu centrale est placé sur l'axe symétriquement à la ligne médiane de la roue, en ajustant le diamètre de l'ouverture au diamètre extérieur compris entre 0,4 et 0,8, la roue est obtenue à partir du viss I peut avoir une forme finie, avec laquelle les cônes de petit diamètre sont percés jusqu'aux extrémités de l'essieu, les essieux vides intérieurs et les boîtes d'essieu sont rempli d'une patrie zashchuvalno-holodzhuvalny respectueuse de l'environnement et fermé par des canaux radiaux, vikonanimi dans l'essieu, sur l'essieu la pompe hydraulique est placée, la boîte d'essieu est protégée par les dépendances d'amplification du stos mais huile rare.
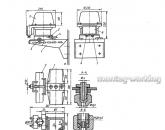

plus populaire
- Entrepôt sec Kolіsnі pari zaliznichnogo
- Documents normatifs et techniques possibles
- Vue principale des paramètres résultants
- Sur la base de telles méthodes, développer l'effectif normatif de l'organisation électrique
- Comment faire bénéficier les chômeurs de la politique d'assurance maladie obligatoire (HMI)
- Comment ouvrir une capture d'écran avec Shawarma
- Voir PIFiv. Choisir quoi ? Classification des fonds communs de placement
- Membres du Ryad de la Fédération de Russie et députés
- La sagesse d'une femme-bélier dans les histoires d'amour avec des personnes d'autres signes L'histoire d'une de nos lectrices Alina R
- Vlasna sur le côté droit de la construction des palmiers à ficelle Fondation du plan d'affaires sur les palmiers à ficelle