Колісні пари рухомого складу залізниць. Колісні пари залізничного рухомого складу
стор 1

стор 2

стор 3

стор 4

стор 5

стор 6

стор 7

стор 8

стор 9

стор 10

стор 11

стор 12

стор 13

стор 14

стор 15

стор 16

стор 17

стор 18

стор 19

стор 20

стор 21

стор 22

стор 23

стор 24

стор 25

стор 26

стор 27

стор 28

стор 29

стор 30
Передмова
Цілі, основні засади та основний порядок проведення робіт з міждержавної стандартизації встановлено ГОСТ 1.0-92 «Міждержавна система стандартизації. Основні положення» та ГОСТ 1.2-2009 «Міждержавна система стандартизації. Стандарти міждержавні, правила та рекомендації щодо міждержавної стандартизації. Правила розробки, прийняття, застосування, оновлення та скасування»
Відомості про стандарт
1 РОЗРОБЛЕН Відкритим акціонерним товариством «Науково-дослідний та конструкторсько-технологічний інститут рухомого складу» (ВАТ «ВНІКТІ»)
2 ВНЕСЕН Федеральним агентством з технічного регулювання та метрології
3 ПРИЙНЯТЬ Міждержавною радою зі стандартизації, метрології та сертифікації (протокол № 40 від 29 листопада 2011 р.)
|
Коротка назва країни по MK (ISO 3166) 004-97 |
Код країни з MK (ISO 3166) 004-97 |
Скорочене найменування національного органу зі стандартизації |
|
Азербайджан |
Азстандарт |
|
|
Мінекономіки Республіки Вірменія |
||
|
Білорусь |
Держстандарт Республіки Білорусь |
|
|
Казахстан |
Держстандарт Республіки Казахстан |
|
|
Киргизстан |
Киргизстандарт |
|
|
Молдова-Стандарт |
||
|
Російська Федерація |
Росстандарт |
|
|
Держспоживстандарт України |
4. Цей стандарт розроблено з урахуванням основних положень міжнародного стандарту ISO 1005-7:1982 «Рухомий склад залізниць. Частина 7. Колісні пари рухомого складу. Вимоги до якості» (ISO 1005-7:1982 «Railway rolling stock materia - Part 7: Wheelsets for tractive and trailing stock - Quality requirements», NEQ)
5. Наказом Федерального агентства з технічного регулювання та метрології від 5 березня 2012 р. № 14-ст міждержавний стандарт ГОСТ 11018-2011 введено в дію як національний стандарт Російської Федерації з 1 січня 2013 р.
Для Російської Федерації в цьому стандарті повністю реалізовані вимоги технічного регламенту «Про безпеку залізничного рухомого складу» стосовно об'єкта технічного регулювання - колісних пар локомотивів і мотор-вагонного рухомого складу, а також вимоги технічного регламенту «Про безпеку високошвидкісного залізничного транспорту» стосовно об'єкта регулювання - колісним парам високошвидкісного залізничного рухомого складу:
4.3.2 – 4.3.13, 4.3.15, 4.3.17, 5.2.6, 5.3.4 – 5.3.7, 5.3.7.1 – 5.3.7.9 містять мінімально необхідні вимоги безпеки;
Підрозділ 6.5 визначає правила відбору зразків для підтвердження відповідності;
7.1.1, 7.1.2, 7.1.4, 7.1.5, 7.1.8, 7.1.10, 7.1.12 – 7.2, 7.3.4 встановлюють методи перевірки мінімально необхідних вимог безпеки.
Інформація про зміни до цього стандарту публікується в інформаційному покажчику «Національні стандарти», що щорічно видається, а текст змін і поправок - в щомісячно видаються інформаційними покажчиками «Національні стандарти». У разі перегляду (заміни) або скасування цього стандарту відповідне повідомлення буде опубліковано у щомісячному інформаційному покажчику «Національні стандарти». Відповідна інформація, повідомлення та тексти розміщуються також в інформаційній системі загального користування- на офіційному сайті Федерального агентства з технічного регулювання та метрології в мережі Інтернет
МІЖДЕРЖАВНИЙ СТАНДАРТ
Дата введення- 2013-01-01
1 Область застосування
Цей стандарт встановлює вимоги до приводних колісних пар локомотивів (тендерів), моторних вагонів мотор-вагонного рухомого складу (тягового рухомого складу) залізниць колії 1520 мм кліматичного виконання УХЛ за ГОСТ 15150.
2 Нормативні посилання
У цьому стандарті використані нормативні посилання на такі міждержавні стандарти:
* На території Російської Федерації діє ГОСТ Р 52366-2005 (тут і далі).
ГОСТ Р 51175-98 (тут і надалі).
Колісні катані та штамповані центри та інші деталі колісної пари - за нормативним документом (НД), затвердженим у встановленому порядку.
A
B C
D- Діаметр коліс по колу катання;
E- Допуск радіального биття кола катання колеса;
Г
Б
Малюнок 1 - Колісна пара з одним зубчастим колесом на осі
A- відстань між внутрішніми торцями (гранями) бандажів (ободів) коліс;
B- ширина бандажу (ободу) колеса; C- відстань між упорним торцем передпідступної частини осі
та внутрішнім торцем бандажа (ободу) колеса; D- Діаметр коліс по колу катання; Е- Допуск
радіального биття кола катання колеса; Г- допуск торцевого биття внутрішнього торця бандажа
(ободу) колеса; Б- геометрична вісь колісної пари; До- Площина симетрії осі;
Т – допуск симетричності розміру Ащодо площини До(В діаметральному вираженні)
Малюнок 2 - Колісна пара з двома зубчастими колесами на подовжених ступицях коліс
A- відстань між внутрішніми торцями (гранями) бандажів (ободів) коліс;
B- ширина бандажу (ободу) колеса; C- відстань між упорним торцем передпідступної частини осі
та внутрішнім торцем бандажа (ободу) колеса; D- Діаметр колеса по колу катання;
Е- Допуск радіального биття кола катання колеса;
Г- допуск торцевого биття внутрішнього торця бандажу (ободу) колеса;
Б- геометрична вісь колісної пари
Малюнок 3 - Колісна пара з осьовим редуктором та дисковими гальмами
4.2.1 Вимоги до осі
4.2.1.1 Параметр шорсткості Ra*поверхонь осі має бути:
* Тут і далі допускається замість параметра шорсткості Raзастосовувати відповідний параметр Rzза ГОСТ 2789.
Шийок під підшипники кочення та підступних частин коліс - не більше 1,25 мкм;
Шийок під осьові підшипники ковзання для ТПС з конструкційною швидкістю v K:
не більше 100 км/год – не більше 1,25 мкм;
понад 100 км/год – не більше 0,63 мкм;
Середній частині – не більше 2,5 мкм;
Підступних частин під зубчасті колеса та гальмівні диски – не більше 1,25 мкм;
під упорні підшипники кочення та ковзання – не більше 2,5 мкм;
неробочих – не більше 6,3 мкм;
Галтелей:
підшипникових шийок – не більше 1,25 мкм;
підступних шийок - трохи більше 2,5 мкм.
Для порожніх осей параметр шорсткості Raповерхні центрального отвору має бути не більше 6,3 мкм.
4.2.1.2 Допуск непостійності діаметра ** осі в поперечному та поздовжньому перерізах повинен бути, мм, не більше:
** Тут і далі допускається замість непостійності діаметра у поперечному перерізі вимірювати відхилення від круглості, замість непостійності діаметра у поздовжньому перерізі вимірювати профіль поздовжнього перерізу. Допуск круглості та профілю поздовжнього перерізу повинен бути 0,5 значення допуску непостійності діаметра у поперечному або поздовжньому перерізі.
0,015 – для шийок під підшипники кочення;
0,05 – для шийок під осьові підшипники ковзання;
0,05 - для підступних частин під колеса, у разі конусоподібності більший діаметр повинен бути звернений до середини осі;
0,05 - для підступних частин під зубчасті колеса або під маточини зубчастих вінців та гальмівних дисків;
0,03 - для передпідступних частин під уперті кільця буксових підшипників.
4.2.1.3 Допуск радіального биття під час перевірки в центрах шийок осі під підшипники кочення та ковзання, підступних частин коліс, гальмівних дисків та зубчастих коліс повинен бути не більше 0,05 мм.
4.2.1.4 Допуск биття завзятих торців передпідступних частин осі під час перевірки у центрах понад 0,05 мм не допускається.
4.2.1.5 Вісь повинна бути піддана ультразвуковому контролю на наявність внутрішніх дефектів та прозвучуваність за ГОСТ 20415 та магнітного контролю поверхневих дефектів за ГОСТ 21105.
Вимоги до допустимих та неприпустимих дефектів, що виявляються при ультразвуковому та магнітному контролі, та вимоги до прозвучуваності осей – за ГОСТ 31334 .
4.2.1.6 Поверхні шийок осі, передпідступних, підступних та середніх частин, а також жолобники переходу від одних частин осі до інших повинні бути піддані зміцненню накатування роликами відповідно до ГОСТ 31334.
4.2.2 Вимоги до колеса та колісного центру
4.2.2.1 Різниця значень твердості ободів цільних коліс або бандажів складових коліс для однієї колісної пари понад 24 одиниці НВ не допускається.
4.2.2.2 Різниця по ширині бандажу (ободу) колеса (див. малюнки 1, 2 та 3, розмір В) більше 3 мм не допускається.
4.2.2.3 Параметр шорсткості Raпосадкових поверхонь повинен бути:
Отвори маточини колеса або колісного центру:
при тепловому методі формування – не більше 2,5 мкм;
при пресовому методі формування – трохи більше 5 мкм;
Зовнішню поверхню колісного центру під посадку бандажа - трохи більше 5 мкм;
Внутрішню посадкову поверхню бандажу - не більше 5 мкм;
Подовженої маточини під посадку зубчастого колеса - не більше 2,5 мкм.
4.2.2.4 Допуск непостійності діаметра не допускається:
Для отвору маточини колеса або колісного центру:
більше 0,05 мм – у поперечному перерізі;
більше 0,05 мм - у поздовжньому перерізі, у разі конусоподібності більший діаметр повинен бути звернений до внутрішнього торця маточини;
Для зовнішньої поверхні колісного центру під посадку бандажу:
0,2 - у поперечному перерізі;
0,1 - у поздовжньому перерізі, у разі конусоподібності напрямок конусності зовнішньої поверхні колісного центру повинен збігатися з напрямком конусності внутрішньої посадкової поверхні бандажу, а різниця у значеннях допусків непостійності діаметра посадкових поверхонь у поздовжньому перерізі повинна бути не більше 0,05 мм.
4.2.2.5 Не допускаються верхнє та нижнє граничні відхилення від номінального значення діаметра сполучення осі та маточини колеса (колісного центру) більш ніж на плюс 2 та мінус 1 мм відповідно. Різниця товщини маточини колеса (колісного центру) по торцях, виміряної в радіальному напрямку, крім подовженої частини маточини, - не більше 5 мм по периметру кола.
4.2.2.6 На колісному центрі з подовженою ступицею під посадку зубчастого колеса розточування отвору ступиці колісного центру здійснюють після посадки зубчастого колеса (ступиці складеного зубчастого колеса) щодо осі ділильного кола зубчастого колеса, при цьому допуск співвісності осі отвору колеса - трохи більше 0,15 мм.
4.2.2.7 Місця отворів у дисковій частині колеса для кріплення гальмівних дисків повинні бути розташовані з урахуванням мінімізації напруги від дії експлуатаційних навантажень.
4.2.2.8 На внутрішній посадочній поверхні бандажа шириною до 10 мм, розташованої біля завзятого бурта і у виточки під кільце, черновини не допускаються. На решті цієї поверхні допускаються черновини не більше двох загальною площею не більше 16 см 2 при максимальній довжині черновини не більше 40 мм.
4.2.2.9 Радіуси сполучення елементів профілю виточування бандажу під бандажне кільце повинні бути не менше 2,5 мм, радіус сполучення посадкової поверхні та завзятого бурта повинен бути не менше 1,5 мм. Параметр шорсткості Raповерхонь виточування під бандажне кільце і під наполегливий бурт повинен бути не більше 10 мкм. На кромках виточення під бандажне кільце, що виходять на внутрішню посадкову поверхню бандажа і на завзятий бурт, повинні бути фаски розміром 1,5 мм під кутом 45 °. Допускається замість фасок заокруглити кромки радіусом 2 мм.
4.2.2.10 Допуск непостійності діаметра посадкової поверхні бандажу в поперечному перерізі повинен бути не більше 0,2 мм, у поздовжньому перерізі – не більше 0,1 мм. У разі конусоподібності напрям конусності повинен відповідати вимогам до поверхні колісного центру, що сполучається, за 4.2.2.4.
4.2.2.11 Не допускаються верхнє та нижнє відхилення від номінального значення діаметра сполучення бандажу та колісного центру більш ніж на плюс 3 та мінус 1,5 мм відповідно.
4.2.2.12 Центри колісні литі та колеса цільнокатані повинні бути піддані ультразвуковому контролю за ГОСТ 4491 та ГОСТ 10791 відповідно. Центри колісні катані, штамповані та ковані повинні бути піддані ультразвуковому контролю за затвердженою нормативною документацією.
За погодженням із споживачем допускається в центрах колісних катаних та штампованих, центрах колісних литих, цілісних колесах контролювати поверхневі дефекти магнітопорошковим або акустичним методами.
4.2.2.13 Бандаж повинен бути підданий ультразвуковому контролю згідно з ГОСТ 398, а також магнітному контролю на відсутність дефектів (подовжніх та поперечних тріщин, волосин, полон, розшарування та ін.) на внутрішній посадковій поверхні.
4.2.2.14 Цілісні колеса та колісні центри локомотивів з конструкційною швидкістю понад 100 до 160 км/год (до 130 км/год - для колісних пар МВПС) повинні бути піддані статичному балансуванню, крім колісних центрів для колісних пар, що піддаються динамічному балансу. Залишковий дисбаланс цілісного колеса і колісного центру повинен бути не більше 12,5 кг · див.
4.2.2.15 Посадку бандажа на колісний центр здійснюють тепловим методом з натягом від 1,2 · 10 -3 до 1,6 · 10 -3 діаметра обода колісного центру. Усадка обода колісного центру внаслідок пластичних деформацій після збирання має бути не більше 20 % натягу, визначеного перед формуванням.
4.2.2.16 Температура бандажа перед посадкою на обід колісного центру повинна бути від 220 °C до 270 °C. У процесі нагрівання необхідно реєструвати на носії інформації графік зміни температури (діаграму нагріву) бандажу в часі, а також забезпечувати автоматичне відключення нагрівача при досягненні максимально допустимої температури.
4.2.2.17 Бандажне кільце заводять у виточення бандажу потовщеною стороною при температурі бандажа не нижче 200 °C і остаточно обжимають притискний бурт бандажа зусиллям від 44 · 10 4 до 49 · 10 4 Н (від 45 до 5 C. Після обтиснення притискного бурта бандажне кільце має бути щільно затиснуто у виточенні. Допускається зазор між торцями бандажного кільця трохи більше 2 мм.
4.2.2.18 Притискний бурт бандажа після закінчення обтиснення повинен бути оброблений до діаметра, що відповідає зовнішньому (посадковому) діаметру обода колісного центру з граничними відхиленнями ±0,2 мм, на довжині (7 ± 1) мм від внутрішнього торця бандажу, при цьому сліди обробки на бандажному кільці не допускаються.
4.2.2.19 Для контролю відсутності провороту бандажа на колісному центрі під час експлуатації після посадки бандажа на зовнішніх торцях бандажа та обода колісного центру на одній прямій по радіусу складового колеса наносять контрольні позначки. Контрольні позначки у вигляді чотирьох - п'яти кернів завглибшки від 1,5 до 2,0 мм з рівними інтервалами між кернами не менше 5 мм наносять не ближче 10 і не далі 45 мм від внутрішнього діаметра кромки упорного бурта бандажу. Контрольну позначку на обід колісного центру у вигляді канавки глибиною від 0,5 до 1,0 мм і довжиною від 10 до 20 мм наносять притупленим інструментом.
Для контролю мінімальної товщини обода цільного колеса на зовнішньому торці обода повинна бути нанесена кільцева проточка у вигляді канавки шириною 6+1 мм та глибиною 2+1 мм відповідно до рисунка 4.
D- граничний діаметр колеса зі зношеним ободом
Рисунок 4 - Кільцева проточка
4.2.2.20 За контрольними відмітками наносять контрольні смуги шириною від 30 до 40 мм:
На бандажі емаллю червоного кольору всю товщину бандажа;
На обід колісного центру - білого (жовтого) кольору.
4.2.3 Вимоги до зубчастого колеса (цілісного або складового)
4.2.3.1 Параметр шорсткості Raповерхні отвору зубчастого колеса або маточини складеного зубчастого колеса перед посадкою на вісь або подовжену маточину колісного центру повинен бути, мкм, не більше:
2,5 – при тепловому методі;
5 – при пресовому методі.
4.2.3.2 Допуск непостійності діаметра отвору зубчастого колеса або маточини складеного зубчастого колеса в поперечному та поздовжньому перерізах повинен бути не більше 0,05 мм. У разі конусоподібності напрямок конусності повинен відповідати напрямку конусності посадкової поверхні осі або подовженої маточини колісного центру.
4.2.3.3 Зуби зубчастого колеса (вінця) повинні бути піддані магнітному контролю на відсутність поверхневих дефектів згідно з ГОСТ 30803 .
4.2.3.4 На вимогу замовника зубчасті колеса колісних пар локомотивів з конструкційною швидкістю понад 100 до 160 км/год (до 130 км/год для колісних пар МВПС) повинні бути піддані статичному балансуванню. Залишковий дисбаланс повинен бути не більше 12,5 кг · див. Місце розташування неврівноваженої маси має бути відзначене маркуванням – цифрою «0» заввишки від 8 до 10 мм.
4.3 Вимоги до колісної пари
4.3.1 Номінальні базові розміри колісної пари (див. малюнки 1, 2, 3):
A= 1440 мм;
B= 140 мм – для локомотивів ( B= 150 мм – для бандажів без гребеня);
B= 130 мм – для МВПС;
C- з технічної документації;
D- для:
Складових коліс локомотивів - за ГОСТ 3225;
Цільнокатаних коліс МВПС - за технічними умовами чи кресленнями;
4.3.2 Параметри профілів ободів цільних коліс та бандажів коліс згідно:
Малюнок 5 - для колісних пар локомотивів з конструкційною швидкістю до 200 км/год;
Малюнок 6 - для колісних пар МВПС з конструкційною швидкістю до 130 км/год.
Малюнок 5 - Профіль обода цільного колеса або бандажа збірного колеса локомотивів
Малюнок 6 - Профіль обода цільного колеса або бандажа збірного колеса колісних пар МВПС
Допускається за погодженням виробника з замовником та власником інфраструктури * застосування профілю бандажів (ободів) коліс з іншими параметрами (у тому числі коліс без гребеня) з урахуванням неперевищення допустимого впливу на шлях.
* У Російській Федерації власник інфраструктури визначається федеральним законом у сфері залізничного транспорту.
Для локомотивів та МВПЗ з конструкційною швидкістю до 200 км/год включно не допускається збільшення значення номінальної ширини обода цільного колеса або бандажа збірного колеса в колісній парі (див. малюнки 1, 2 та 3, розмір В) більш ніж на 3 мм, а зменшення - більш ніж на 2 та 1 мм відповідно; для колісних пар ТПС із конструкційною швидкістю понад 200 км/год - ±1 мм.
Відхилення інших розмірів – за 14 квалітетом (ГОСТ 25346).
4.3.3 Допустиме відхилення від номінального значення діаметра по колу катання:
Бандажів колісних пар локомотивів за ГОСТ 3225;
Бандажів колісних пар МВПС та тендерів за ГОСТ 5000 .
Для ТПС з конструкційною швидкістю не більше 200 км/год різницю діаметрів коліс у площині кола катання в однієї колісної пари має бути не більше 0,5 мм.
Для колісних пар ТПС із конструкційною швидкістю понад 200 км/год різницю діаметрів коліс у площині кола катання в однієї колісної пари більше 0,3 мм не допускається.
4.3.4 Допуск радіального биття кола катання коліс (див. малюнки 1, 2 та 3, величина E) при перевірці в центрах (вісь Б) для ТПС не повинен бути, мм, більше:
0,5 - при vдо трохи більше 120 км/год;
0,3 - при vдо понад 120 км/год.
4.3.5 Відстань між внутрішніми торцями бандажів (ободів) коліс (розмір A) для ТПС має бути:
мм - при vдо трохи більше 120 км/год;
(1440 ± 1) мм - при vдо понад 120 км/год.
4.3.6 Допуск торцевого биття внутрішніх торців бандажів (обідь) коліс ( Г) під час перевірки у центрах (вісь Б) для ТПС не повинен перевищувати, мм:
1,0 - при vдо трохи більше 120 км/год;
0,8 - при vдо понад 120 км/год до 160 км/год;
0,5 - при v до понад 160 км/год до 200 км/год включно;
0,3 - при vдо понад 200 км/год.
4.3.7 Параметр шорсткості Raповерхонь профілю катання та гребенів коліс колісних пар ТПС з конструкційною швидкістю не більше 200 км/год не повинен бути більше 10 мкм, внутрішніх торців бандажів (ободів) коліс – понад 20 мкм.
Для колісних пар ТПС із конструкційною швидкістю понад 200 км/год параметр шорсткості Raповерхонь профілю катання, гребенів коліс, внутрішньої поверхні бандажів (ободів) коліс, а також дискової частини та маточини колеса не повинен бути більше 6,3 мкм.
4.3.8 На внутрішніх торцях бандажів коліс колісних пар ТПС з конструкційною швидкістю не більше 120 км/год допускаються розосереджені черновини глибиною не більше 1 мм, що не виходять на радіус сполучення з гребенем колеса. Сумарна площа чорновин – не більше 50 см 2 .
4.3.9 Різниця відстаней від внутрішніх торців бандажів (ободів) коліс до завзятих торців передпідступних частин осі (див. малюнки 1, 2 та 3, різниця розмірів) З) для однієї колісної пари не повинна перевищувати 2,0 мм за конструкційної швидкості до 200 км/год включно.
Для колісних пар ТПС з конструкційною швидкістю понад 200 км/год різниця розмірів для однієї колісної пари не повинна перевищувати 1,0 мм.
Допуск симетричності Т відстані між внутрішніми торцями бандажів (ободів) коліс повинен дорівнювати значенню поля допуску на розмір Aпо 4.3.5 при використанні як основа середини осі (див. малюнок 2, база К).
4.3.10 Колісні пари з нерухомо закріпленим на осі (подовженої ступиці колісного центру) зубчастим колесом (зубчастими колесами) для локомотивів з конструкційною швидкістю понад 100 до 120 км/год (до 130 км/год - для колісних пар МВПС) статичний дисбаланс. Значення залишкового статичного дисбалансу колісної пари має бути трохи більше 25 кг·см. Допускається для колісних пар значення залишкового статичного дисбалансу забезпечувати у разі їх формування з урахуванням вимог 5.1.3.
Допускається перевірку на залишковий статичний дисбаланс колісних пар замінювати перевіркою на залишковий динамічний дисбаланс. Значення залишкового динамічного дисбалансу колісної пари має бути не більше 25 кг см у площині кожного колеса колісної пари.
4.3.11 Для колісних пар локомотивів з конструкційною швидкістю понад 100 до 120 км/год з нерухомо закріпленим на осі (подовженої ступиці колісного центру) зубчастим колесом (зубчастими колесами) та з корпусом осьових підшипників, закріпленим з можливістю його обертання щодо осі статичного дисбалансу має бути забезпечене для формування колісної пари. Дисбаланси колісних центрів розташовують в одній площині з одного боку осі колісної пари. Сумарне значення залишкового статичного дисбалансу колісних центрів має бути не більше ніж 25 кг·див.
Допускається перевірку на залишковий статичний дисбаланс колісних пар замінювати перевіркою на залишковий динамічний дисбаланс.
4.3.12 Колісні пари з нерухомо закріпленим на осі зубчастим колесом для локомотивів з конструкційною швидкістю понад 120 км/год (понад 130 км/год - для колісних пар МВПС) перевіряють на залишковий динамічний дисбаланс.
Значення залишкового динамічного дисбалансу в площині кожного колеса колісної пари для локомотивів не повинно перевищувати кг/см:
12,5 - при v
7,5 - при v
Значення залишкового динамічного дисбалансу в площині кожного колеса для колісних пар МВПС не повинно перевищувати кг/см:
25 - при vпонад 130 до 160 км/год включно;
15 - при vпонад 160 до 200 км/год включно.
Для колісних пар ТПС з конструкційною швидкістю понад 200 км/год значення залишкового динамічного дисбалансу в площині кожного колеса має перевищувати 5,0 кг·см.
4.3.13 Колісну пару ТПС, на якій зубчасте колесо встановлено в підшипниковій опорі, що охоплює вісь колісної пари і закріплену на тяговому електродвигуні, а передача крутного моменту на колісну пару здійснюється за допомогою порожнистого валу або осьового редуктора, що мають можливість відносного переміщення в поздовжньому та поперечному щодо осі колісної пари, піддають перевірці на залишковий динамічний дисбаланс при фіксації підшипникової опори із зубчастим колесом у середньому положенні щодо осі. Значення залишкового динамічного дисбалансу – відповідно до 4.3.12.
Допускається таку колісну пару перевіряти на залишковий статичний дисбаланс і забезпечувати значення статичного дисбалансу окремо за складовими елементами колісної пари (колісні центри складових коліс, деталі приводу колісної пари, з'єднані з колісним центром, розташованим з боку, протилежної зубчастому колесу) при її формуванні з урахуванням вимог 5.1.3.
Сумарне значення залишкового статичного дисбалансу колісної пари не повинне перевищувати, кг·см:
25 - при vпонад 120 до 160 км/год включно;
15 - при vпонад 160 до 200 км/год включно.
4.3.14 Лакофарбові покриття колісних пар локомотивів та тендерів – за ГОСТ 31365, колісних пар МВПС – за ГОСТ 12549.
У колісних пар ТПС із конструкційною швидкістю понад 200 км/год дискові частини коліс та відкриті частини осі повинні бути захищені антикорозійним покриттям.
4.3.15 Електричний опір між бандажами колісної пари повинен бути не більше 0,01 Ом.
4.3.16 Використання в колісних парах колісного центру з дисковою частиною, деформація форми якої викликає при експлуатації перевищення допусків на відстань між внутрішніми торцями бандажів коліс (розмір A, 4.3.5) внаслідок нагрівання елементів колісної пари при тривалому та/або інтенсивному гальмуванні гальмівними колодками про поверхню катання бандажів, зменшення товщини бандажів через зношування та ремонтні обтічки поверхні катання бандажів, не допускається.
4.3.17 Допустимий коефіцієнт запасу опору втоми осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень – за ГОСТ 31373.
4.3.18 Імовірність (розрахункова) безвідмовної роботи осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
4.3.19 Межа витривалості осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень – за ГОСТ 31373.
4.3.20 Допустимий коефіцієнт запасу статичної міцності осі та коліс у складі колісної пари з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
4.4 Маркування
Маркування та таврування осей колісних пар МВПС - за ГОСТ 31334.
Маркування осей колісних пар локомотивів після формування та таврування після приймально-здавальних випробувань наносять на правому торці осі згідно з рисунком 7.
При односторонньому приводі правим торцем вважають торець осі із боку зубчастого колеса. При двосторонньому приводі або симетричному розташуванні зубчастого колеса маркування та таврування виконують на будь-якому вільному для таврування та маркування торці. Такий торець з маркуванням та тавруванням вважають правим.
При підтвердженні відповідності після проведення сертифікації колісні пари маркують знаком обігу на ринку в місцях, де розміщують клейма, що відносяться до ремонту колісної пари, а також у формулярі колісної пари. Якщо конструктивні особливості колісної пари не дозволяють виконати маркування знака обігу на ринку на торці осі, знак обігу на ринку ставлять на іншу поверхню, вказану в технічній документації або лише у формулярі.
Зона I(наносять при виготовленні осі)
1
- умовний номер чи товарний знак підприємства-виробника необробленої осі;
2
- місяць та рік (дві останні цифри) виготовлення чорнової осі;
3
- порядковий номер плавки та номер осі; 4
- тавра технічного контролю підприємства-виробника
та представника приймання, які перевірили правильність перенесення маркування та прийняли чистову вісь;
5
- умовний номер або товарний знак підприємства-виробника, що обробив чорнову вісь
Зона II(наносять при формуванні колісної пари)
6
- позначення методу формування колісної пари [ФТ – тепловий, Ф – пресовий,
ТК - комбінований при тепловому методі посадки колеса (колісного центру) та пресовому методі
посадки зубчастого колеса на вісь, ТЗ - комбінований при тепловому методі посадки зубчастого колеса
та пресовому методі посадки колеса (колісного центру) на вісь]; 7
- умовний номер чи товарний знак
підприємства, що виробляло формування колісної пари; 8
- місяць та рік формування колісної
пари; 9
- тавра технічного контролю підприємства-виробника та представника приймання,
прийняв колісну пару; 10
- тавро балансування
Якщо торці осей є робочими елементами конструкції буксових вузлів, то знаки маркування та тавра вибивають на циліндричній поверхні буртів або іншої неробочої поверхні, зазначеної на робочому кресленні; висота цифр та літер від 6 до 10 мм.
Рисунок 7 - Маркування та таврування осей колісних пар
4.5 Вимоги до супровідної документації
До кожної колісної пари додають формуляр. У формулярі колісної пари вказують:
Тип (найменування);
Найменування та умовний номер підприємства-виробника;
Дата виготовлення;
Дату та номер акта приймання підприємством-виробником;
Позначення креслення колісної пари;
Дані по осі, цілісних колесах або колісних центрах та бандажах (підприємство-виробник виливків, номер плавки);
Підприємство-виробник та позначення креслення осі, цільних коліс або колісних центрів та бандажів;
Початкові розміри основних частин осі (діаметрів шийок під підшипники кочення та ковзання, передпідступних і підступних частин, діаметра середньої частини осі), посадочні діаметри ступиць коліс або колісних центрів, зовнішні посадкові діаметри колісних центрів та внутрішні діаметри бандажів, діаметри коліс по колу гребенів, а також товщину бандажів.
У формулярі колісної пари повинні бути передбачені сторінки для вказівки оглядів і ремонтів, що проводилися в депо або на ремонтному заводі (дати, виду ремонту, пробігу, фактичних розмірів).
До формуляра на колісну пару повинен бути прикладений формуляр на зубчасте колесо (зубчасті колеса).
5 Формування колісної пари
5.1 Загальні положення
5.1.1 Колісну пару слід формувати тепловим, пресовим чи комбінованим методом.
5.1.2 При комбінованому методі формування колісної пари колеса (колісні центри) та маточини гальмівних дисків встановлюють на вісь пресовим методом, а зубчасте колесо - тепловим методом. Допускаються інші поєднання методів формування складових елементів колісної пари.
5.1.3 При формуванні колісних пар ТПС з конструкційною швидкістю понад 100 км/год неврівноважені маси колісних центрів слід розташовувати в одній площині з одного боку осі.
5.1.4 Конструкцією колісної пари повинні бути передбачені канали для подачі олії під тиском в зону з'єднання колеса, зубчастого колеса (маточини зубчастого колеса) та маточини гальмівних дисків з віссю для розформування колісної пари (малосйому).
5.2 Тепловий метод формування
5.2.1 Колісні пари формують тепловим методом відповідно до вимог НД*, затвердженого в установленому порядку.
ГОСТ Р 53191-2008.
5.2.2 Місцеве нагрівання маточини цільного колеса, зубчастого колеса або колісного центру в зборі з бандажом не допускається.
Від 0,85 · 10 -3 до 1,4 · 10 -3 діаметра деталей для маточок колісних центрів і коліс;
Від 0,5 · 10 -3 до 1,0 · 10 -3 діаметра деталей для маточок зубчастих коліс і гальмівних дисків.
5.2.4 Посадкова поверхня осі повинна бути покрита антикорозійним покриттям.
Як антикорозійне покриття посадкових поверхонь осі рекомендується використовувати натуральну оліфу за ГОСТ 7931 або термічно оброблену олію (соняшникову за ГОСТ 1129** або лляну за ГОСТ 5791). Допускається використовувати інші антикорозійні покриття, що витримали випробування на стійкість до фреттинг-корозії деталей, що сполучаються і не знижують втомну міцність осі.
** На території Російської Федерації діє ГОСТ Р 52465-2005 (тут і надалі).
5.2.5 Перед формуванням деталі, що встановлюються на вісь, крім зубчастих коліс, рівномірно нагрівають до температури від 240 °C до 260 °C і записують діаграму нагріву. Температура нагрівання зубчастих коліс із легованих сталей – не більше 200 °C, зубчастих коліс із сталі марки 55 (Ф) *** – не більше 260 °C. Температура нагрівання зубчастих коліс, що містять неметалічні пружні елементи, повинна бути не більшою за 170 °C.
*** На території Російської Федерації ці вимоги встановлені в ГОСТ Р 51220-98.
5.2.6 Після завершення формування тепловим методом та остигання зібраної колісної пари до температури, що не перевищує температуру навколишнього середовища більш ніж на 10 °C, міцність з'єднання елементів колісної пари для ТПС з конструкційною швидкістю не більше 200 км/год має бути перевірена на зсув контрольної осьовим навантаженням:
(636 ± 20) кН [(65 ± 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку ходових коліс або колісних центрів для колісних пар локомотивів;
(568 ± 20) кН [(58 ± 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку ходових коліс або колісних центрів для колісних пар МВПС;
(432 ± 20) кН [(44 ± 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку зубчастого колеса або маточини складеного зубчастого колеса (одного або двох) для колісних пар локомотивів з номінальним діаметром колеса по колу катання не менше 1200 мм;
(294 ± 20) кН [(30 ± 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку зубчастого колеса або маточини складеного зубчастого колеса (одного або двох), маточини гальмівного диска (одного або двох) для колісних пар ТПС з номінальним діаметром колеса за колом катання до 1200 мм;
(245 ± 20) кН [(25 ± 2) тс] - на кожні 100 мм діаметра подовженої маточини колісного центру під посадку зубчастого колеса.
Допускається збільшення максимального значення контрольного осьового навантаження на 10 % з урахуванням встановлених натягів.
Допускається перевірка посадки зубчастого колеса на подовжену маточину колісного центру контрольним моментом (9,8 ± 0,8) кН м [(1,0 ± 0,08) тс·м] на квадрат кожних 100 мм діаметра подовженої маточини колісного центру. Після посадки зубчастого колеса на подовжену маточину колісного центру на площину, що прилягає до посадкової поверхні, наносять контрольну позначку. Контрольну позначку наносять притупленим інструментом у вигляді канавки глибиною не більше 0,5 мм та довжиною не більше 10 мм.
Для колісних пар ТПС з конструкційною швидкістю понад 200 км/год контрольне осьове навантаження в кілоньйтонах слід приймати в діапазоні 5,2 - 5,8 d (d- діаметр підступної частини осі, мм) відповідно до встановлених у конструкторській документації натягів для даного з'єднання (ходового колеса, колісного центру, зубчастого колеса, маточини складеного зубчастого колеса, маточини гальмівного диска з віссю).
Зсув або проворот (зміщення контрольних позначок) у поєднанні не допускається.
5.3 Пресовий метод формування
5.3.1 Деталі, що встановлюються на вісь (колеса, колісні центри або колісні центри в зборі з бандажами, зубчасті колеса, маточини гальмівних дисків), і вісь перед запресовуванням повинні мати однакову температуру. Допускається перевищення температури колеса над температурою осі трохи більше 10 °З.
5.3.3 Посадкові поверхні осі та деталей, що встановлюються на вісь, повинні бути покриті рівним шаром натуральної оліфи за ГОСТ 7931 або термічно обробленого рослинного (конопляного за ГОСТ 8989, лляного за ГОСТ 5791 або соняшникового за ГОСТ 112). Допускається використовувати інші антикорозійні покриття, що витримали випробування на стійкість до фреттинг-корозії деталей, що сполучаються і не знижують втомну міцність осі.
5.3.4 Запресування деталей на вісь та перевірку на зсув контрольно-осьовим навантаженням проводять на гідравлічному пресі. Прес повинен бути обладнаний каліброваним пристроєм для контролю зусилля та автоматичним самописним приладом, що фіксує на паперовий або електронний носій діаграму зусилля запресування колеса (колісного центру), зубчастого колеса, гальмівних дисків щодо посадкового місця протягом усієї операції пресування.
Клас точності самописного приладу повинен бути не нижче 1,5%, похибка ходу діаграми - не більше 2,5%, товщина лінії запису - не більше 0,6 мм, ширина діаграмної стрічки - не менше 100 мм, масштаб запису по довжині повинен бути не менше 1:2 по висоті діаграми 1 мм повинен відповідати зусиллю не більше 24,5 кН (2,5 тс).
5.3.5 Запресування коліс (колісних центрів) на вісь та запресування зубчастих коліс на вісь або колісний центр (гальмівних дисків) для колісних пар ТПС з конструкційною швидкістю руху не більше 200 км/год проводять з кінцевими зусиллями запресування, які повинні відповідати зазначеним у таблиці 1 при швидкості руху плунжера гідравлічного преса не більше 3 мм/с.
Таблиця 1 - Кінцеві зусилля запресування при формуванні колісної пари пресовим методом
|
Деталь колісної пари |
Кінцеве зусилля запресування на кожні 100 мм діаметра посадкової поверхні, |
||
|
Складове колесо (цілісне колесо) |
Колісний центр |
||
|
Вісь локомотива |
|||
|
Зубчасте колесо гальмівний диск |
|||
|
Ступиця гальмівного диска |
|||
|
* При запресуванні на подовжену маточину колісного центру. ** У чисельнику значення для колісних пар із діаметром коліс по колу катання до 1200 мм, у знаменнику – понад 1200 мм. |
|||
5.3.6 Запресовування коліс, гальмівних дисків та зубчастих коліс на вісь для колісних пар ТПС з конструкційною швидкістю понад 200 км/год проводять на діаметрі dв міліметрах з кінцевими зусиллями запресовування в кілоньютонах в діапазоні від 3,9 до 5,8 dпри довжині сполучення від 0,8 dдо 1,1 d.
5.3.7 Нормальна індикаторна діаграма запресування повинна мати форму плавної кривої, дещо опуклої вгору, що наростає по всій довжині з початку до кінця запресування. Шаблон - діаграма запресування колісних пар наведено малюнку 8.
Допускаються такі відхилення від нормальної форми запресувальної діаграми.
1
- поле задовільних діаграм запресування; 2
- максимальна крива; 3
- Мінімальна крива;
P- зусилля запресування, кН; P max P min - відповідно максимальне та мінімальне кінцеві зусилля
запресування відповідно до таблиці 1; L- теоретична довжина діаграми, мм
Малюнок 8 - Шаблон - діаграма запресування
5.3.7.1 У початковій точці діаграми (зона переходу конічної частини в циліндричну) стрибкоподібне підвищення зусилля не більше ніж 49 кН (5 тс) з подальшою горизонтальною ділянкою не більше ніж 5 % теоретичної довжини діаграми L.
5.3.7.2 Наявність майданчиків або западин на діаграмі в місцях розташування витоків під масляні канали на маточках, кількість яких повинна відповідати числу витоків.
5.3.7.3 Увігнутість діаграми з безперервним наростанням зусилля за умови, що вся крива, крім обумовлених у 5.3.7.2 майданчиків і западин, міститься вище за пряму, що з'єднує початок кривої з точкою, що вказує на даній діаграмі мінімально допустиме зусилля P min для цього типу осі.
5.3.7.4 Горизонтальна пряма на діаграмі в кінці запресування на довжині, що не перевищує 15 % теоретичної довжини діаграми L, або падіння зусилля не більше 5 % зусилля запресування P max на довжині, що не перевищує 10% теоретичної довжини діаграми L.
5.3.7.5 Стрибкоподібне підвищення зусилля в кінці діаграми, якщо конструкцією колісної пари або технологією формування передбачено посадку до упору в будь-який елемент.
5.3.7.6 Коливання зусилля наприкінці запресування з амплітудою не більше 3 % зусилля запресування P max на довжині, що не перевищує 15% теоретичної довжини діаграми Lпри запресовуванні коліс з подовженою маточкою.
5.3.7.7 Відхилення від точності вимірювання до 20 кН (2 тс) щодо граничного максимального зусилля по діаграмі.
5.3.7.8 Якщо кінцеве зусилля запресування колісних пар до 10 % менше або більше граничного значення діапазону, встановленого в таблиці 1 (без урахування допустимого стрибкоподібного підвищення зусилля по 5.3.7.5), виробник у присутності замовника повинен провести перевірку пресової посадки трикратним додатком у зворотному напрямку від зусилля запресування. Для перевірки зменшеного кінцевого зусилля запресування контрольне осьове навантаження має дорівнювати 1,2 фактичного зусилля запресування. Для перевірки збільшеного кінцевого зусилля запресування контрольне осьове навантаження має відповідати максимальному зусиллю запресування згідно з таблицею 1.
5.3.7.9 Фактична довжина діаграми запресування має бути не менше 85 % теоретичної довжини діаграми L, мм, яку обчислюють за формулою
L = (L 1 + L 2) · i,
де L 1 - довжина ділянки контакту маточини колісного центру з віссю, мм;
L 2 - додаткове просування маточини (якщо передбачено в конструкторській документації), мм;
i- масштаб діаграми за довжиною.
Фактична довжина діаграми запресування для маточини гальмівного диска повинна бути не менше 105 i.
5.3.7.10 При отриманні незадовільної діаграми або невідповідності значення кінцевого зусилля запресування встановленому в таблиці 1 допускається повторне (не більше двох разів) запресування колеса (колісного центру) на вісь без додаткової механічної обробки посадкових поверхонь за відсутності задир на посадкових поверхнях колісного центру).
При повторному запресуванні колеса (колісного центру) на вісь значення нижньої межі кінцевого зусилля, встановленого в таблиці 1, має бути збільшено на 15 %.
6 Правила приймання
6.1 Колісні пари контролюють відповідність вимогам цього стандарту при приймально-здавальних (ПС), періодичних (П), типових (Т) випробуваннях за ГОСТ 15.309 та випробуваннях на підтвердження відповідності (С).
Перелік контрольованих параметрів та методів випробувань колісної пари наведено у таблиці 2.
Таблиця 2
|
Контрольований параметр |
Пункт стандарту, що містить вимоги, які перевіряють під час випробувань |
Метод випробувань * |
|||
|
прийомоздавальних |
періодичних |
на підтвердження відповідності |
|||
|
1 Розміри, допуски та форма |
4.2.1.2 - 4.2.1.4, 4.2.2.2, 4.2.2.4, 4.2.2.5, 4.2.2.9 - 4.2.2.11, 4.2.2.17 - 4.2.2.19, 4.2.3.2, 4.3.1 - 4.3.6, 4.3.8, 4.3.9 |
4.3.3 - 4.3.6, 4.3.9 |
7.1.2, 7.1.4 (ПС, П, Т), 7.1.5 |
||
|
2 Зовнішній вигляд та стан (якість) поверхні, включаючи чистоту обробки (шорсткість) |
4.2.1.1, 4.2.2.3, 4.2.2.8, 4.2.2.9, 4.2.3.1, 4.3.7, 4.3.8 |
7.1.1 (ПС, С), 7.2 (П, С) |
|||
|
3 Механічні властивості та хімічний склад |
7.1.15 (ПС), 7.2 (П) |
||||
|
4 Зміцнення накочуванням |
|||||
|
5 Температура нагрівання деталей, що сполучаються |
4.2.2.16, 4.2.2.17, 5.2.2, 5.2.5, 5.3.1 |
||||
|
6 Наявність дефектів у металі: |
|||||
|
Ультразвуковий контроль |
4.2.1.5, 4.2.2.12, 4.2.2.13 |
||||
|
Магнітний контроль |
4.2.1.5, 4.2.2.13, 4.2.3.3, 4.2.11 |
||||
|
Акустичний контроль |
|||||
|
7 Дисбаланс: |
|||||
|
Статичний |
4.2.2.14, 4.3.10, 4.3.11, 4.3.13, 5.1.3 |
4.3.10, 4.3.11, 4.3.13 |
|||
|
Динамічний |
4.3.10, 4.3.12, 4.3.13 |
||||
|
8 Значення натягу деталей, що сполучаються |
4.2.2.15, 5.2.3, 5.3.2 |
||||
|
9 Міцність з'єднання деталей, що сполучаються |
4.2.2.17, 5.2.6, 5.3.5 - 5.3.7 |
5.2.6, 5.3.4 - 5.3.6 |
7.1.10 (ПС, С), 7.1.11 (ПС), 7.2 (П, С) |
||
|
5.3.7.1 - 5.3.7.9 |
|||||
|
10 Параметри профілю бандажа (ободу) колеса по колу катання |
|||||
|
11 Електричний опір |
|||||
|
12 Усадка колісного центру внаслідок пластичної деформації |
|||||
|
13 Зміна відстані (розмір А) від нагрівання при гальмуванні та зменшення товщини бандажів при обточуваннях |
|||||
|
14 Коефіцієнт запасу опору втоми осі та коліс у складі колісної пари |
|||||
|
15 Коефіцієнт запасу статичної міцності осі та коліс у складі колісної пари |
|||||
|
16 Межа витривалості осі та колеса у складі колісної пари |
|||||
|
17 Ймовірність (розрахункова) безвідмовної роботи осі та колеса у складі колісної пари |
|||||
|
18 Маркування |
|||||
|
19 Якість фарбування |
|||||
|
* За параметрами, не зазначеними видами випробувань, випробування проводять за всіх видів випробувань. |
|||||
6.2 Прийомо-здатні випробування
6.2.1 Приймальні випробування деталей колісної пари та кожної колісної пари в зборі повинні бути проведені до їх фарбування з пред'явленням сертифікатів, інших документів, що підтверджують якість, діаграм перевірки коліс на зсув або діаграм запресування, а також формулярів колісної пари та зубчастих коліс.
6.2.2 На елементах та колісній парі, що пройшли приймально-здавальні випробування, повинні бути нанесені приймальні тавра підприємства-виробника, а у разі проведення їх та іншою контрольною організацією - її приймальне тавро.
6.2.3 У разі невідповідності вимогам цього стандарту деталі колісної пари, підготовлені до складання, та колісна пара повинні бути відбраковані.
6.3 Періодичні випробування
6.3.1 Періодичні випробування слід проводити не рідше одного разу на рік в обсязі приймально-здавальних випробувань, при цьому необхідно додатково контролювати:
Якість обробки поверхонь – на двох деталях кожної конструкції;
Якість зміцнення накочуванням - за ГОСТ 31334;
Міцність з'єднання бандажу з колісним центром – на двох колісних парах від кожного типорозміру бандажу.
6.3.2 У разі невідповідності вимогам цього стандарту хоча б на одному зразку (деталі) випробування повторюють на подвоєному числі колісних пар. При незадовільних результатах випробувань приймання колісних пар припиняють до усунення причини.
6.4 Типові випробування
6.4.1 Типові випробування слід проводити:
При зміні конструкції колісної пари (за параметрами 1 – 3, 5, 7 – 17 таблиці 2);
При застосуванні матеріалів з іншими механічними властивостями, зміні технологічного процесу виготовлення деталей колісної пари та їх заготовок або зміни підприємства-виробника (за параметрами 1 – 6, 8 – 10, 12, 14 – 17 таблиці 2);
При зміні методу формування колісної пари (за параметрами 1, 2, 4, 5, 8, 9, 12 таблиці 2);
При змінах у гальмівній системі, що впливають на механічне або теплове навантаження на колісну пару (колесо) (за параметрами 1 - 3, 5, 8, 9, 13 таблиці 2);
При збільшенні осьового навантаження на колісну пару або конструкційної швидкості, зміні схеми навантаження (за параметрами 1 - 5, 7 - 9, 13 - 17 таблиці 2).
6.4.2 Умови проведення типових випробувань повинні відповідати умовам експлуатації колісних пар за основними параметрами (статичного та динамічного навантаження від колісної пари на рейки, швидкості руху, силі тяги та гальмування).
6.5 Правила відбору зразків для підтвердження відповідності колісних пар
Випробування підтвердження відповідності колісних пар проводять на зразках, відібраних методом випадкового відбору за ГОСТ 18321 , що пройшли приймально-здатні випробування. Кількість зразків для випробувань для підтвердження відповідності колісних пар приймають не менше двох.
7 Методи випробувань
7.1 При приймально-здавальних випробуваннях відповідність вимогам цього стандарту визначають наступними засобами та методами.
7.1.1 Зовнішній вигляд та якість обробки поверхонь необхідно перевіряти візуальним оглядом за допомогою зразків шорсткості поверхні за ГОСТ 9378 або профілометром. Контроль параметрів шорсткості проводять у трьох точках, рівновіддалених один від одного по колу.
7.1.2 Похибки, допустимі при вимірі лінійних розмірів, – за ГОСТ 8.051.
При контролі розмірів понад 500 мм гранична похибка конкретного засобу вимірювань, що застосовується, не повинна перевищувати 1/3 значення допуску, встановленого цим стандартом.
Радіальне та торцеве биття перевіряють індикатором годинного типу та визначають як середньоарифметичне значення результатів не менше трьох вимірювань.
7.1.3 Значення натягу посадки деталей, що сполучаються, визначають перед формуванням колісної пари вимірюванням посадкових діаметрів їх місць сполучення мікрометричним нутроміром за ГОСТ 868 і мікрометричною скобою за ГОСТ 11098 в трьох перерізах по довжині посадки і в двох взаємно перпендикулярних площинах. За значення діаметра вимірюваного місця сполучення деталей слід набувати середнього значення результатів з кожних шести вимірювань.
Допускається застосування іншого вимірювального інструменту, що забезпечує необхідну точність виміру.
7.1.4 Правильність фактичних поєднань конусоподібностей посадкових поверхонь слід перевіряти зіставленням результатів вимірювань за 7.1.3 за значеннями вимірювань у двох крайніх перерізах за довжиною посадки посадкових поверхонь у двох взаємно перпендикулярних площинах. За значення діаметра в крайньому перерізі посадки слід приймати середнє значення двох вимірювань у кожному перерізі.
7.1.5 Ширину бандажа складеного колеса вимірюють у трьох перерізах по колу на відстані не менше 100 мм від крайніх цифр маркування.
7.1.6 Профіль бандажу (ободу) колеса слід перевіряти відповідним шаблоном із граничними відхиленнями на його розміри ±0,1 мм. У допустимий зазор між шаблоном і профілем бандажа (обода) колеса не повинен проходити щуп товщиною понад 0,5 мм по поверхні катання і товщиною гребеня, 1 мм - по висоті гребеня, при цьому шаблон повинен бути притиснутий до внутрішнього торця бандажа (обода) колеса .
Магнітного контролю за ГОСТ 21105 та акустичного контролю - за ГОСТ 20415 .
Примітка - При оцінці результатів ультразвукового контролю використовують зразки підприємства, що ідентифікують дефект, що мають діючі свідоцтва про повірку.
7.1.8 Залишковий статичний або динамічний дисбаланс перевіряють на колісній парі або окремо за складовими частинами при формуванні колісної пари відповідно до додатка А.
7.1.9 Температуру нагрівання деталей колісної пари перед їх посадкою слід контролювати за діаграмою нагрівання з використанням приладів та пристроїв, що контролюють підвищення температури, не допускаючи перевищення її граничного значення. Похибка виміру - ±5 °C.
7.1.10 Міцність з'єднання деталей із віссю необхідно перевіряти:
При пресовому методі посадки - за формою діаграми запресування та її відповідності кінцевим зусиллям запресування відповідно до таблиці 1. Для перевірки придатності діаграм запресування рекомендується використовувати накладний шаблон;
При тепловому методі посадки - триразовим додатком до з'єднання регламентованої контрольної осьової (зсуву) навантаження, при цьому записують діаграми навантаження.
Міцність посадки зубчастого колеса на подовжену маточину колісного центру перевіряють контрольним моментом (на поворот) по 5.2.6, при цьому записують діаграми навантаження.
7.1.11 Щільність посадки бандажу та обтискання бандажного кільця на кожній колісній парі слід перевіряти після остигання колеса обстукуванням слюсарним молотком (ГОСТ 2310) по поверхні катання та бандажному кільцю не менше ніж у чотирьох рівновіддалених точках. Глухий звук не дозволяється.
7.1.12 Електричний опір слід перевіряти на колісній парі, встановленій на опори пристрою, що дозволяє вимірювати електричний опір між бандажами (обідами) коліс колісної пари з НД*, затвердженому в установленому порядку.
* На території Російської Федерації ці вимоги встановлені в ГОСТ Р 52920-2008.
7.1.13 Маркування слід перевіряти візуальним методом. Колісна пара з маркуванням, що не читається, повинна бути відбракована.
7.1.14 Методи контролю якості фарбування колісних пар локомотивів за ГОСТ 31365, МВПС по ГОСТ 12549.
7.1.15 Механічні властивості та хімічний склад металу деталей колісних пар повинні бути підтверджені документами щодо якості підприємств – виробників заготовок (поковок).
7.2 При періодичних випробуваннях відповідність вимогам цього стандарту визначають такими засобами та методами:
Якість обробки поверхонь деталей перед формуванням колісної пари - контролем параметрів шорсткості поверхні за ГОСТ 2789;
Якість зміцнення накочуванням - вирізуванням з осей поздовжніх шліфів у шийці, підступній, середній частині, а також вибірково в місцях розташування жолобників по НД**, затвердженому в установленому порядку;
** На території Російської Федерації ці вимоги встановлені у .
Міцність з'єднання бандажа з колісним центром - вимірюванням фактичних розмірів з'єднання після зняття бандажу, розрахунком значення натягу та зіставленням з вихідним значенням натягу;
Механічні властивості металу необхідно перевіряти на вирізаних зразках - коліс за ГОСТ 10791, осей за ГОСТ 31334, колісних центрів за ГОСТ 4491, бандажів за ГОСТ 398 або іншим затвердженим НД.
7.3 При типових випробуваннях відповідність вимогам цього стандарту визначають наступними засобами та методами.
7.3.1 Зменшення фактичного натягу (усадку) колісного центру необхідно визначати вимірюванням діаметрів посадочних поверхонь деталей, що сполучаються в трьох площинах під кутом 120° по всій довжині кола, перед установкою і після зняття бандажа - по 7.2, при цьому зменшення натягу повинно бути не більше передбаченого о 4.2.2.15.
7.3.2 Зміна відстані між внутрішніми торцями бандажів коліс від нагрівання при гальмуванні колодками про поверхню катання коліс необхідно визначати розрахунковим методом кінцевих елементів з ідеалізацією (розбивкою) колеса об'ємними елементами або експериментальним методом, шляхом відтворення тривалого режиму гальмування протягом 20 хв при коефіцієнті колодок до 0,5 від максимального при швидкості руху не нижче 40 км/год на затяжних спусках та зупинних гальмувань, що йдуть за тривалими.
7.3.3 Зміна відстані між внутрішніми торцями бандажів коліс внаслідок зменшення товщини бандажу (ободу) через знос і ремонтні обточки профілю катання визначають розрахунковим методом кінцевих елементів з ідеалізацією (розбивкою) колеса об'ємними елементами або експериментальним методом пошарового обточування поверхні катання колеса від максимальної до граничної товщини, встановленої правил технічної експлуатації залізниць *** .
*** На території Російської Федерації ці вимоги встановлені у .
7.3.4 Визначення значення коефіцієнта запасу опору втоми осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
7.3.5 Визначення значення межі витривалості осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень згідно з ГОСТ 31373 .
7.3.6 Визначення значення коефіцієнта запасу статичної міцності осі та коліс та ймовірність (розрахункова) безвідмовної роботи осі та коліс у складі колісної пари з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373 .
7.4 Результати випробувань записують до протоколів випробувань.
Протокол випробувань повинен містити такі дані:
Дата проведення випробувань;
Вид випробувань;
Позначення колісної пари;
Засіб виміру;
Результати випробовувань.
7.5 Застосовувані засоби вимірювань повинні мати свідоцтва про затвердження типу та свідоцтва про повірку.
Обладнання, що застосовується, має бути атестоване відповідно до законодавства про забезпечення єдності вимірювань.
8 Транспортування та зберігання
8.1 Колісні пари при завантаженні їх на залізничну платформу або автомашину з дерев'яними підлогами слід розташовувати симетрично поздовжньої осі платформи (кузова), закріплюючи колеса дерев'яними клинами, прибитими до дошок-прокладок, прикріплених до підлоги транспортного засобу. Колісні пари повинні бути міцно прикріплені до підлоги відпаленим дротом діаметром 6 мм, щоб уникнути можливих ударів колісних пар один про одного. При транспортуванні колісних пар на залізничній платформі або машині з металевими підлогами колісні пари слід встановлювати на спеціальні опори, які нерухомо закріплюються на транспортному засобі.
8.2 При зберіганні та транспортуванні колісної пари шийки передступичні частини осей та вінці зубчастих коліс повинні бути покриті антикорозійним складом відповідно до груп захисту 1 - 2, варіантом захисту ВЗ-1 згідно з ГОСТ 9.014 .
Перед транспортуванням колісної пари шийки осей та зуби зубчастих коліс повинні бути захищені покришками - поясами з дерев'яних планок, нанизаних на дріт чи мотузок або прибитих до металевої чи кіперної стрічки. Зуби зубчастих коліс повинні бути обгорнуті вологонепроникним папером і захищені від пошкодження.
Металева стрічка, дріт та цвяхи не повинні стосуватися шийки осі.
При тривалому зберіганні допускається додатково обгортати шийки та зубчасті колеса мішковиною, пергаміном.
8.3 осьові підшипники редуктора або тягового двигуна повинні бути закриті захисними кожухами, а підшипники важелів реактивних моментів колісних пар дизель-поїздів - обмотані мішковиною.
8.4 При транспортуванні та зберіганні не допускається:
Скидати колісні пари та їх елементи;
Захоплювати гаками та ланцюгами підйомних механізмів шийки та підступні частини осей колісних пар;
Зберігати колісні пари землі без установки на рейки.
8.5 На кожну колісну пару відправником повинна бути прикріплена металева або дерев'яна табличка з вибитими або нанесеними фарбою такими даними:
Найменування відправника;
Пункт призначення,
Номер колісної пари.
У разі поставки колісної пари з буксами на болт кріплення передньої кришки правої букси повинна бути прикріплена металева пластина з вибитим на ній номером колісної пари, якщо вона не вибита на корпусі букси або передній кришці.
9 Гарантії виробника
9.1 Виробник гарантує відповідність колісних пар вимогам цього стандарту за умови дотримання правил експлуатації * та вимог розділу 8.
* На території Російської Федерації ці вимоги встановлені в.
9.2 Гарантійний термін за міцністю з'єднання деталей (осі, колеса, колісного центру, зубчастого колеса) – 10 років.
Примітка - Гарантія припиняється у разі переформування колісної пари.
9.3 Гарантійні терміни експлуатації деталей колісної пари:
Литих колісних центрів - за ГОСТ 4491;
Інших деталей – за ТУ на конкретну деталь.
Примітка - Гарантійні терміни обчислюють з моменту введення в експлуатацію колісної пари із зазначенням у формулярі дати встановлення колісної пари під ТПС.
10 Вимоги охорони праці
10.1 Під час огляду, огляду та формування колісних пар повинні бути забезпечені вимоги безпеки праці за ГОСТ 12.3.002.
10.2 При проведенні робіт з формування колісних пар повинні бути передбачені заходи захисту працюючих та навколишнього середовища від впливу небезпечних та шкідливих виробничих факторів згідно з ГОСТ 12.0.003.
* На території Російської Федерації ці вимоги встановлені в гігієнічних нормативах «гранично допустимі концентрації (ГДК) шкідливих речовин у повітрі робочої зони» (ДН 2.2.5.1313-03), затверджених Міністерством охорони здоров'я Російської Федерації 27.04.2003 р.
10.4 Роботи, пов'язані з виробництвом та випробуванням колісних пар, необхідно проводити у приміщеннях, обладнаних припливно-витяжною вентиляцією за ГОСТ 12.4.021.
10.5 Показники мікроклімату виробничих приміщень повинні відповідати вимогам НД**, затвердженому уповноваженим національним органом виконавчої влади.
10.6 Рівень шуму та вібрації на робочих місцях не повинен перевищувати норм, встановлених у НД**, затвердженому уповноваженим національним органом виконавчої влади.
** На території України ці вимоги встановлені в «Гігієнічних вимогах до мікроклімату виробничих приміщень. Санітарні правила та норми» (СанПіН 2.2.4.548-96), затверджених Держкомсанепідемнаглядом Росії 01.10.1996 р.
10.7 Освітленість виробничих приміщень та робочих місць має відповідати вимогам будівельних норм та правил.
10.8 Персонал, зайнятий на виробництві колісних пар, має бути забезпечений індивідуальними засобами захисту згідно з ГОСТ 12.4.011.
Додаток А
(обов'язкове)
Перевірка залишкових статичного та динамічного дисбалансів
А.1 Перевірка залишкового статичного дисбалансу
Залишковий статичний дисбаланс перевіряють на колісній парі, встановленій буксовими шийками на опори балансувального стенда. При мимовільній зупинці колісної пари, що коливається на стенді, радіус-вектор дисбалансу спрямований вниз.
Для визначення значення залишкового статичного дисбалансу підбирають та прикріплюють до верхньої частини одного з коліс на радіусі. rвантаж масою mтак, щоб його дисбаланс дорівнював вихідному дисбалансу.
mr = m 1 r 1 .
При рівності дисбалансів колісна пара має стан рівноваги на горизонтальних опорах стенда у будь-якому її положенні при повороті щодо осі обертання.
Залишковий статичний дисбаланс колісної пари Dост, кг · см, обчислюють за формулою
Dост = mr
і порівнюють з допустимими значеннями 4.3.10, 4.3.11, 4.3.13.
При перевищенні допустимого значення залишкового статичного дисбалансу колісні пари піддають додатковому місцевому обточуванню з подальшою повторною перевіркою.
m 1
- неврівноважена маса колісної пари; m- коригувальна маса;
r 1 , r- відстані від осі обертання до центру мас
Рисунок А.1 - Схема статичного врівноваження колісної пари
А.2 Перевірка залишкового динамічного дисбалансу
Динамічний дисбаланс перевіряють на колісній парі, встановленій на балансувальному стенді. Стенд повинен забезпечувати реєстрування дисбалансу не менше ніж 0,2 максимального значення, встановленого вимогами цього стандарту.
Значення залишкового динамічного дисбалансу колісної пари визначають вимірюванням динамічного впливу сил інерції мас колісної пари з встановленими обертами і фіксацією їх значення і напрямки в площині коліс. Для цього стенд обладнують відповідними вимірювальними датчиками та реєструючою апаратурою.
Отримані значення залишкового динамічного дисбалансу колісної пари порівнюють з допустимими значеннями 4.3.12.
При перевищенні допустимого значення залишкового динамічного дисбалансу його усувають аналогічно до статичного дисбалансу місцевою обточкою колеса з подальшою повторною перевіркою.
Бібліографія
|
ТІ 32 ЦТ-ВНДІЖТ-95 |
Технологічна інструкція з зміцнення накочування роликами осей колісних пар локомотивів і моторних вагонів, затверджена МПС Росії 19.04.1995р. |
|
|
Правила технічної експлуатації залізниць Російської Федерації, затверджені Мінтрансом Росії 21 грудня 2010 р., наказом № 286 |
||
|
Будівельні норми та правила БНіП 23-05-95 |
Природне та штучне висвітлення, прийняті Міждержавною науково-технічною комісією зі стандартизації та технічного нормування у будівництві як міждержавні будівельні норми 20 квітня 1995 р. |
|
МІЖДЕРЖАВНА РАДА З СТАНДАРТИЗАЦІЇ, МЕТРОЛОГІЇ І СЕРТИФІКАЦІЇ
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
МІЖДЕРЖАВНИЙ
СТАНДАРТ
Загальні технічні умови
(ІСО 1005-7:1982, NEQ)
Видання офіційне
Стандартінформ
Передмова
Цілі, основні засади та основний порядок проведення робіт з міждержавної стандартизації встановлено ГОСТ 1.0-92 «Міждержавна система стандартизації. Основні положення» та ГОСТ 1.2-2009 «Міждержавна система стандартизації. Стандарти міждержавні, правила та рекомендації щодо міждержавної стандартизації. Правила розробки, прийняття, застосування, оновлення та скасування»
Відомості про стандарт
1 РОЗРОБЛЕН Відкритим акціонерним товариством «Науково-дослідний та конструкторсько-технологічний інститут рухомого складу» (ВАТ «ВНІКТІ»)
2 ВНЕСЕН Федеральним агентством з технічного регулювання та метрології
3 ПРИЙНЯТЬ Міждержавною радою зі стандартизації, метрології та сертифікації (протокол № 40 від 29 листопада 2011 р.)
4 Цей стандарт розроблено з урахуванням основних положень міжнародного стандарту ISO 1005-7:1982 «Рухомий склад залізниць. Частина 7. Колісні пари рухомого складу. Вимоги до якості» (ISO 1005-7:1982 «Railway rolling stock materia - Part 7: Wheelsets for tractive and trailing stock - Quality requirements», NEQ)
5 Наказом Федерального агентства з технічного регулювання та метрології від 5 березня 2012 р. № 14-ст міждержавний стандарт ГОСТ 11018-2011 введено в дію як національний стандарт Російської Федерації з 1 січня 2013 р.
Для Російської Федерації в цьому стандарті повністю реалізовані вимоги технічного регламенту «Про безпеку залізничного рухомого складу» стосовно об'єкта технічного регулювання - колісних пар локомотивів і мотор-вагонного рухомого складу, а також вимоги технічного регламенту «Про безпеку високошвидкісного залізничного транспорту» стосовно об'єкта регулювання - колісним парам високошвидкісного залізничного рухомого складу:
4.3.2-4.3.13, 4.3.15, 4.3.17, 5.2.6, 5.3.4-5.3.7, 5.3.7.1-5.3.7.9 містять мінімально необхідні вимоги безпеки;
Підрозділ 6.5 визначає правила відбору зразків для підтвердження відповідності;
7.1.1, 7.1.2, 7.1.4, 7.1.5, 7.1.8, 7.1.10, 7.1.12-7.2, 7.3.4 встановлюють методи перевірки мінімально необхідних вимог безпеки.
6 ВЗАМІН ГОСТ 11018-2000
Інформація про зміни до цього стандарту публікується в інформаційному покажчику «Національні стандарти», що щорічно видається, а текст змін та поправок - у щомісячно видаваних інформаційних покажчиках «Національні стандарти». У разі перегляду (заміни) або скасування цього стандарту відповідне повідомлення буде опубліковано
у щомісячно видається інформаційному покажчику «Національні стандарти». Відповідна інформація, повідомлення та тексти розміщуються також в інформаційній системі загального користування - на офіційному сайті Федерального агентства з технічного регулювання та метрології у мережі Інтернет
© Стандартінформ, 2012
У Російській Федерації цей стандарт не може бути повністю або частково відтворений, тиражований і поширений як офіційне видання без дозволу Федерального агентства з технічного регулювання та метрології
1 Область застосування............................................1
3 Терміни та визначення..........................................2
4 Технічні вимоги............................................4
5 Формування колісної пари......................................14
6 Правила приймання.............................................17
7 Методи випробувань............................................20
8 Транспортування та зберігання.....................................22
9 Гарантії виробника..........................................22
10 Вимоги охорони праці........................................23
Додаток А (обов'язковий) Перевірка залишкових статичних та динамічних дисбалансів. . 24 Бібліографія................................................ 25
МІЖДЕРЖАВНИЙ СТАНДАРТ
КОЛІСНІ ПАРИ ТЯГОВОГО РУХОВОГО СКЛАДУ ЗАЛІЗНИХ ДОРОГ КОЛІЇ 1520 ММ
Загальні технічні умови
Дата введення - 2013-01-01
1 Область застосування
Цей стандарт встановлює вимоги до приводних колісних пар локомотивів (тендерів), моторних вагонів мотор-вагонного рухомого складу (тягового рухомого складу) залізниць колії 1520 мм кліматичного виконання УХЛ за ГОСТ 15150.
У цьому стандарті використані нормативні посилання на такі міждержавні стандарти:
ГОСТ 8.051-81 Державна система забезпечення єдності вимірів. Похибки, що допускаються під час вимірювання лінійних розмірів до 500 мм
ГОСТ 9.014-78 Єдина система захисту від корозії та старіння. Тимчасовий протикорозійний захист виробів. Загальні вимоги
ГОСТ 12.0.003-74 Система стандартів безпеки праці. Небезпечні та шкідливі виробничі фактори. Класифікація
ГОСТ 12.3.002-75 Система стандартів безпеки праці. Процеси виробничі. Загальні вимоги безпеки
ГОСТ 12.4.011-89 Система стандартів безпеки праці. Засоби захисту працюючих. Загальні вимоги та класифікація
ГОСТ 12.4.021-75 Система стандартів безпеки праці. Системи вентиляційні. Загальні вимоги
ГОСТ 15.309-98 Система розробки та постановки продукції на виробництво. Випробування та приймання продукції, що випускається. Основні положення
ГОСТ 398-2010 Бандажі з вуглецевої сталі для рухомого складу залізниць широкої колії та метрополітену. Технічні умови
ГОСТ 868-82 Нутроміри індикаторні з ціною поділу 0,01 мм. Технічні умови
ГОСТ 1129-93 Олія соняшникова. Технічні умови
ГОСТ 2310-77 Молотки слюсарні сталеві. Технічні умови
ГОСТ 2789-73 Шорсткість поверхні. Параметри та характеристики
ГОСТ 3225-80 Бандажі чорнові для локомотивів залізниць широкої колії. Типи та раз
ГОСТ 4491-86 Центри колісні литі для рухомого складу залізниць колії 1520 мм. Загальні технічні умови
ГОСТ 5000-83 Бандажі чорнові для вагонів та тендерів залізниць колії 1520 мм. Раз
ГОСТ 5267.10-90 Профіль для бандажних кілець. Сортамент
Видання офіційне
ГОСТ 5791-81 Олія лляна технічна. Технічні умови ГОСТ 7931-76 Оліфа натуральна. Технічні умови ГОСТ 8989-73 Олія конопляна. Технічні умови
ГОСТ 9378-93 Зразки шорсткості поверхні (порівняння). Загальні технічні умови ГОСТ 10791-2011 Колеса цільнокатані. Технічні умови ГОСТ 11098-75 Скоби з відліковим пристроєм. Технічні умови ГОСТ 12503-75 Сталь. Методи ультразвукового контролю. Загальні вимоги ДЕРЖСТАНДАРТ 12549-2003 Вагони пасажирські магістральних залізниць колії 1520 мм. Забарвлення. Технічні умови
ГОСТ 15150-69 Машини, прилади та інші вироби. Виконання для різноманітних кліматичних районів. Категорії, умови експлуатації, зберігання та транспортування в частині впливу кліматичних факторів зовнішнього середовища
ГОСТ 18321-73 Статистичний контроль якості. Методи випадкового відбору вибірок штучної продукції
ГОСТ 20415-82 Контроль неруйнівний. Акустичні методи. Загальні засади ГОСТ 21105-87 Контроль неруйнівний. Магнітопорошковий метод ГОСТ 23479-79 Контроль неруйнівний. Методи оптичного вигляду. Загальні вимоги ГОСТ 25346-89 Основні норми взаємозамінності. Єдина система допусків та посадок. Загальні положення, ряди допусків та основних відхилень
ДЕРЖСТАНДАРТ 30803-2002 Колеса зубчасті тягових передач тягового рухомого складу магістральних залізниць. Технічні умови
ГОСТ 31334-2007 Осі для рухомого складу залізниць колії 1520 мм. Технічні умови
ГОСТ 31365-2008 Покриття лакофарбових електровозів та тепловозів магістральних залізниць колії 1520 мм. Технічні умови
ГОСТ 31373-2008 Колісні пари локомотивів та мотор-вагонного рухомого складу. Розрахунки та випробування на міцність
Примітка - При користуванні цим стандартом доцільно перевірити дію посилальних стандартів на території держави за відповідним покажчиком стандартів, складеним станом на 1 січня поточного року, та за відповідними інформаційними покажчиками, опублікованими у поточному році. Якщо стандарт посилається (змінений), то при користуванні цим стандартом слід керуватися замінним (зміненим) стандартом. Якщо стандарт посилається без заміни, то положення, в якому дано посилання на нього, застосовується в частині, що не зачіпає це посилання.
3 Терміни та визначення
У цьому стандарті застосовані такі терміни з відповідними визначеннями:
3.1 колісна пара локомотивів та моторних вагонів мотор-вагонного рухомого складу;
МВПС: Складальна одиниця, що складається з осі із встановленими на ній нерухомо ходовими колесами, а також одним або двома зубчастими колесами тягового приводу (осьового редуктора), пальцями спарникового приводу та іншими деталями, включаючи порожнистий вал, корпус осьових підшипників, осьові підшипники тягового двигуна або редуктора, гальмівні диски, буксові підшипники з лабіринтними втулками (при установці букс між ходовими колесами), які не можуть бути демонтовані без розформування колісної пари.
3.2 тяговий (залізничний) рухомий склад; ТПС: Що включає локомотиви і МВПС сукупність видів залізничного рухомого складу, що володіє тяговими властивостями для виконання перевізного процесу.
Примітка - МВПС включає електропоїзди, дизель-поїзди, дизель-електропоїзди та автомотриси (рейкові автобуси), призначені для перевезення пасажирів.
3.3 колесо (ходове): Елемент колісної пари, що являє собою цільну деталь або складальну одиницю, при обертанні якої у безпосередньому контакті з рейкою здійснюється переміщення ТПС.
3.4 колесо цільне (ходове): Цілісна деталь колісної пари з ободом, дисковою частиною та маточицею.
3.5 складове колесо (ходове): Складальна одиниця колісної пари, що складається з колісного центру, бандажа і бандажного кільця, що його закріплює.
3.6 маточина колеса: Центральна частина цільного колеса або колісного центру з отвором, що утворює посадкову поверхню для посадки з гарантованим натягом, що виключає провертання на осі під дією допустимих навантажень.
Примітка - Ступиця може бути з видовженим виступом (подовжена маточина) для формування посадкової поверхні під установку на ній зубчастого колеса (та інших деталей).
3.7 обід колеса: Зовнішня потовщена частина цільного колеса, що має спеціальний профіль, що забезпечує його контакт з рейкою і умови контакту, що задаються.
3.8 Бандаж: Деталь складового колеса, що має спеціальний профіль, що забезпечує його контакт з рейкою і умови контакту, що задаються.
3.9 упорний бурт бандажа: Частина бандажу, розташована між зовнішньою бічною поверхнею бандажу і похилою поверхнею, пов'язаною з посадковою поверхнею бандажу, призначена для упору бічної частини обода колісного центру.
3.10 притискний бурт бандажу: Частина бандажу, розташована між внутрішньою бічною поверхнею бандажу та виточкою під бандажне кільце, призначена для фіксування бандажного кільця у виточенні бандажу.
3.11 колісний центр: Деталь складового колеса з ободом, дисковою або спицевою частиною та маточицею.
3.12 обід колісного центру: Зовнішня потовщена частина колісного центру, призначена для посадки бандажу.
3.13 бандажне кільце: Деталь призначена для фіксування бандажа на колісному центрі.
3.14 зубчасте колесо: Цілісна деталь або складальна одиниця, яка є зубчастою ланкою із замкнутою системою зубів, що забезпечує безперервний рух іншої зубчастої ланки (колеса).
вісь чистова: Вісь, остаточно механічно оброблена, піддана по всій довжині зміцненню накочування роликами і пройшла ультразвуковий і магнітний контроль.
[ГОСТ 31334-2007, стаття 3.2]_
3.16 непостійність діаметра в поперечному перерізі посадкової поверхні: Різниця найбільшого і найменшого одиничних діаметрів, виміряних в тому самому поперечному перерізі.
3.17 допуск непостійності діаметра у поперечному перерізі: Найбільша допустима непостійність діаметра у поперечному перерізі.
3.18 непостійність діаметра в поздовжньому перерізі посадкової поверхні: Різниця найбільшого і найменшого одиничних діаметрів, виміряних в тому самому поздовжньому перерізі.
3.19 допуск непостійності діаметра в поздовжньому перерізі: Найбільша допустима непостійність діаметра в поздовжньому перерізі.
3.20 формування колісної пари: Технологічний процес встановлення методом теплової або пресової посадки на вісь коліс, зубчастого колеса (одного або двох) та інших деталей.
3.21 фреттинг-корозія: Фізико-хімічний процес, різновид корозії металу в місцях контакту щільно стислих або поверхонь деталей, що щільно стиснуться одна за одною, якщо в результаті деформації їх поверхонь виникають мікроскопічні зміщення в умовах впливу корозійного середовища, наприклад повітря, вологи.
3.22 палець колісної пари локомотивів зі спарниковим приводом: Деталь, що встановлюється в ходове колесо і призначена для передачі моменту, що крутить, від приводного механізму на колісну пару.
3.23 черновина: частина поверхні деталі з шорсткістю вихідної заготовки або попередньої операції технологічного процесу.
3.24 гальмівний диск: елемент колісної пари, призначений для гальмування тягового рухомого складу і встановлюється на середню частину осі або на бокових сторонах дисків коліс у разі застосування такої схеми гальмування.
3.25 порожнистий вал: Елемент тягового приводу, що охоплює середню частину осі колісної пари і передає крутний момент від зубчастого колеса колісної пари.
4 Технічні вимоги
4.1 Колісна пара (див. малюнки 1-3) має складатися:
З суцільної або порожнистої осі:
з шийками під буксові підшипники, розташованими зовні коліс або між ними,
з передпідступними та підступовими поверхнями під ходові колеса,
з гладкою середньою частиною та (або) з посадковими частинами для зубчастих коліс, осьових підшипників тягового двигуна, редуктора, гальмівних дисків або будь-яких інших деталей, що монтуються на осі між колесами;
З двох ходових коліс:
цільних (катаних, штампованих, кованих, литих),
складових з колісними центрами (катаними, штампованими, кованими, литими), бандажами та фіксуючими їх бандажними кільцями;
З зубчастого колеса (одного або двох, крім колісних пар локомотивів зі спарниковим приводом):
а) цільного,
б) складового: зубчастий вінець, маточина та інші сполучні деталі між ними;
З інших деталей або складальних одиниць, у тому числі осьових підшипників тягового двигуна або редуктора, корпусу осьових підшипників, гальмівних дисків, встановлених на бокових сторонах дисків коліс, порожнього валу, які розташовані між колесами і не можуть бути демонтовані без розформування колісної пари, а також гальмівні диски, встановлені на колесах.
4.2 Деталі колісної пари, призначені для збирання, повинні відповідати технічним вимогам:
Осі-ГОСТ 31334;
Цільнокатані колеса – ГОСТ 10791;
Колісні литі центри – ГОСТ 4491;
Бандажі – ГОСТ 398, ГОСТ 3225*;
Бандажні кільця – ГОСТ 5267.10;
Зубчасті колеса – ГОСТ 30803**;
Колісні катані та штамповані центри та інші деталі колісної пари - за нормативним документом (НД), затвердженим у встановленому порядку.
Зубчасте колесо
Коло катання

А - відстань між внутрішніми торцями (гранями) бандажів (ободів) коліс; В – ширина бандажа (ободу) колеса; С - відстань між упорним торцем передпідступної частини осі та внутрішнім торцем бандажа (ободу) колеса; D – діаметр коліс по колу катання; Е-допуск радіального биття кола катання колеса; Г-допуск торцевого биття внутрішнього торця бандажа
Малюнок 1 - Колісна пара з одним зубчастим колесом на осі
* На території Російської Федерації діє ГОСТ Р 52366-2005 (тут і далі).
** На території Російської Федерації діє ГОСТ Р 51175-98 (тут і далі).
Зубчасті колеса Коло катання

А - відстань між внутрішніми торцями (гранями) бандажів (ободів) коліс; В – ширина бандажа (ободу) колеса; С - відстань між упорним торцем передпідступної частини осі та внутрішнім торцем бандажа (ободу) колеса; D – діаметр коліс по колу катання; Е – допуск радіального биття кола катання колеса; Г - допуск торцевого биття внутрішнього торця бандажу (ободу) колеса; Б - геометрична вісь колісної пари; К – площина симетрії осі; Т - допуск симетричності розміру А щодо площини (у діаметральному вираженні)
Малюнок 2 - Колісна пара з двома зубчастими колесами на подовжених ступицях коліс
Гальмівні диски

А - відстань між внутрішніми торцями (гранями) бандажів (ободів) коліс; В – ширина бандажа (ободу) колеса; С - відстань між упорним торцем передпідступної частини осі та внутрішнім торцем бандажа (ободу) колеса; D – діаметр колеса по колу катання; Е – допуск радіального биття кола катання колеса; Г - допуск торцевого биття внутрішнього торця бандажа
(ободу) колеса; Б - геометрична вісь колісної пари
Малюнок 3 - Колісна пара з осьовим редуктором та дисковими гальмами
4.2.1 Вимоги до осі
4.2.1.1 Параметр шорсткості Ra* поверхонь осі має бути:
Шийок під підшипники кочення та підступних частин коліс - не більше 1,25 мкм;
Шийок під осьові підшипники ковзання для ТПС з конструкційною швидкістю v K:
не більше 100 км/год – не більше 1,25 мкм;
понад 100 км/год – не більше 0,63 мкм;
Середній частині – не більше 2,5 мкм;
Підступних частин під зубчасті колеса та гальмівні диски – не більше 1,25 мкм;
під упорні підшипники кочення та ковзання – не більше 2,5 мкм;
неробочих – не більше 6,3 мкм;
Галтелей:
підшипникових шийок – не більше 1,25 мкм;
підступних шийок - трохи більше 2,5 мкм.
Для порожнистих осей параметр шорсткості Ra поверхні центрального отвору має бути не більше 6,3 мкм.
4.2.1.2 Допуск непостійності діаметра** осі в поперечному та поздовжньому перерізах повинен бути, мм, не більше:
0,015 – для шийок під підшипники кочення;
0,05 – для шийок під осьові підшипники ковзання;
0,05 - для підступних частин під колеса, у разі конусоподібності більший діаметр повинен бути звернений до середини осі;
0,05 - для підступних частин під зубчасті колеса або під маточини зубчастих вінців та гальмівних дисків;
0,03 - для передпідступних частин під уперті кільця буксових підшипників.
4.2.1.3 Допуск радіального биття під час перевірки в центрах шийок осі під підшипники кочення та ковзання, підступних частин коліс, гальмівних дисків та зубчастих коліс повинен бути не більше 0,05 мм.
4.2.1.4 Допуск биття завзятих торців передпідступних частин осі під час перевірки у центрах понад 0,05 мм не допускається.
4.2.1.5 Вісь має бути піддана ультразвуковому контролю на наявність внутрішніх дефектів та прозвучуваність за ГОСТ 20415 та магнітного контролю поверхневих дефектів за ГОСТ 21105.
Вимоги до допустимих та неприпустимих дефектів, що виявляються при ультразвуковому та магнітному контролі, та вимоги до прозвучуваності осей – за ГОСТ 31334.
4.2.1.6 Поверхні шийок осі, передпідступних, підступних та середніх частин, а також жолобники переходу від одних частин осі до інших повинні бути піддані зміцненню накатування роликами відповідно до ГОСТ 31334.
4.2.2 Вимоги до колеса та колісного центру
4.2.2.1 Різниця значень твердості ободів цільних коліс або бандажів складових коліс для однієї колісної пари понад 24 одиниці НВ не допускається.
4.2.2.2 Різниця по ширині бандажу (ободу) колеса (див. малюнки 1,2 і 3, розмір В) більше 3 мм не допускається.
4.2.2.3 Параметр шорсткості Ra посадкових поверхонь повинен бути:
Отвори маточини колеса або колісного центру:
при тепловому методі формування – не більше 2,5 мкм;
при пресовому методі формування – трохи більше 5 мкм;
Зовнішню поверхню колісного центру під посадку бандажа - трохи більше 5 мкм;
Внутрішню посадкову поверхню бандажу - не більше 5 мкм;
Подовженої маточини під посадку зубчастого колеса - не більше 2,5 мкм.
** Тут і далі допускається замість непостійності діаметра у поперечному перерізі вимірювати відхилення від крутості, замість непостійності діаметра у поздовжньому перерізі вимірювати профіль поздовжнього перерізу. Допуск крутості та профілю поздовжнього перерізу повинен бути 0,5 значення допуску непостійності діаметра у поперечному або поздовжньому перерізі.
4.2.2.4 Допуск непостійності діаметра не допускається:
Для отвору маточини колеса або колісного центру:
більше 0,05 мм – у поперечному перерізі;
більше 0,05 мм - у поздовжньому перерізі, у разі конусоподібності більший діаметр повинен бути звернений до внутрішнього торця маточини;
Для зовнішньої поверхні колісного центру під посадку бандажу:
0,2 - у поперечному перерізі;
0,1 -в поздовжньому перерізі, у разі конусоподібності напрямок конусності зовнішньої поверхні колісного центру повинен збігатися з напрямком конусності внутрішньої посадкової поверхні бандажу, а різниця у значеннях допусків непостійності діаметра посадкових поверхонь у поздовжньому перерізі повинна бути не більше 0,05 мм.
4.2.2.5 Не допускаються верхнє та нижнє граничні відхилення від номінального значення діаметра сполучення осі та маточини колеса (колісного центру) більш ніж на плюс 2 та мінус 1 мм відповідно. Різниця товщини маточини колеса (колісного центру) по торцях, виміряної в радіальному напрямку, крім подовженої частини маточини, - не більше 5 мм по периметру кола.
4.2.2.6 На колісному центрі з подовженою ступицею під посадку зубчастого колеса розточування отвору ступиці колісного центру здійснюють після посадки зубчастого колеса (ступиці складеного зубчастого колеса) щодо осі ділильного кола зубчастого колеса, при цьому допуск співвісності осі отвору колеса - трохи більше 0,15 мм.
4.2.2.7 Місця отворів у дисковій частині колеса для кріплення гальмівних дисків повинні бути розташовані з урахуванням мінімізації напруги від дії експлуатаційних навантажень.
4.2.2.8 На внутрішній посадочній поверхні бандажа шириною до 10 мм, розташованої біля завзятого бурта і у виточки під кільце, черновини не допускаються. На решті цієї поверхні допускаються черновини не більше двох загальною площею не більше 16 см 2 при максимальній довжині черновини не більше 40 мм.
4.2.2.9 Радіуси сполучення елементів профілю виточування бандажу під бандажне кільце повинні бути не менше 2,5 мм, радіус сполучення посадкової поверхні та завзятого бурта повинен бути не менше 1,5 мм. Параметр шорсткості Ra поверхонь виточування під бандажне кільце і під наполегливий бурт повинен бути не більше 10 мкм. На кромках виточення під бандажне кільце, що виходять на внутрішню посадкову поверхню бандажа і на завзятий бурт, повинні бути фаски розміром 1,5 мм під кутом 45 °. Допускається замість фасок заокруглити кромки радіусом 2 мм.
4.2.2.10 Допуск непостійності діаметра посадкової поверхні бандажу в поперечному перерізі повинен бути не більше 0,2 мм, у поздовжньому перерізі – не більше 0,1 мм. У разі конусоподібності напрям конусності повинен відповідати вимогам до поверхні колісного центру, що сполучається, за 4.2.2.4.
4.2.2.11 Не допускаються верхнє та нижнє відхилення від номінального значення діаметра сполучення бандажу та колісного центру більш ніж на плюс 3 та мінус 1,5 мм відповідно.
4.2.2.12 Центри колісні литі та колеса цільнокатані повинні бути піддані ультразвуковому контролю за ГОСТ 4491 та ГОСТ 10791 відповідно. Центри колісні катані, штамповані та ковані повинні бути піддані ультразвуковому контролю за затвердженою нормативною документацією.
За погодженням із споживачем допускається в центрах колісних катаних та штампованих, центрах колісних литих, цілісних колесах контролювати поверхневі дефекти магнітопорошковим або акустичним методами.
4.2.2.13 Бандаж повинен бути підданий ультразвуковому контролю згідно з ГОСТ 398, а також магнітному контролю на відсутність дефектів (подовжніх та поперечних тріщин, волосин, полон, розшарування та ін.) на внутрішній посадковій поверхні.
4.2.2.14 Цілісні колеса та колісні центри локомотивів з конструкційною швидкістю понад 100 до 160 км/год (до 130 км/год - для колісних пар МВПС) повинні бути піддані статичному балансуванню, крім колісних центрів для колісних пар, що піддаються динамічному балансу. Залишковий дисбаланс цілісного колеса та колісного центру повинен бути не більше 12,5 кг см. Місце розташування неврівноваженої маси має бути відзначене на обід колеса або колісного центру маркуванням цифрою «0» заввишки від 8 до 10 мм.
4.2.2.15 Посадку бандажа на колісний центр здійснюють тепловим методом з натягом від 1,2-10-3 до 1,6-10-3 діаметра обода колісного центру. Усадка обода колісного центру внаслідок пластичних деформацій після збирання має бути не більше 20 % натягу, визначеного перед формуванням.
4.2.2.16 Температура бандажу перед посадкою на обід колісного центру повинна бути від 220 до 270 °С. У процесі нагрівання необхідно реєструвати на носії інформації графік зміни температури (діаграму нагріву) бандажу в часі, а також забезпечувати автоматичне відключення нагрівача при досягненні максимально допустимої температури.
4.2.2.17 Бандажне кільце заводять у виточення бандажу потовщеною стороною при температурі бандажа не нижче 200 °С і остаточно обжимають притискний бурт бандажу зусиллям від 44 10 4 до 49 10 4 Н (від 45 до 0 0С ). Після обтиснення притискного бурта бандажне кільце має бути щільно затиснуто у виточенні. Допускається зазор між торцями бандажного кільця трохи більше 2 мм.
4.2.2.18 Притискний бурт бандажа після закінчення обтиснення повинен бути оброблений до діаметра, що відповідає зовнішньому (посадковому) діаметру обода колісного центру з граничними відхиленнями + 0,2 мм, на довжині (7 + 1) мм від внутрішнього торця бандажу, при цьому сліди обробки на бандажному кільці не допускаються.
4.2.2.19 Для контролю відсутності провороту бандажа на колісному центрі під час експлуатації після посадки бандажа на зовнішніх торцях бандажа та обода колісного центру на одній прямій по радіусу складового колеса наносять контрольні позначки. Контрольні позначки у вигляді чотирьох-п'яти кернів глибиною від 1,5 до 2,0 мм з рівними інтервалами між кернами не менше 5 мм наносять не ближче 10 і не далі 45 мм від внутрішнього діаметра кромки наполегливого бурта бандажа. Контрольну позначку на обід колісного центру у вигляді канавки глибиною від 0,5 до 1,0 мм і довжиною від 10 до 20 мм наносять притупленим інструментом.
Для контролю мінімальної товщини обода цільного колеса на зовнішньому торці обода повинна бути нанесена кільцева проточка у вигляді канавки шириною 6+1 мм та глибиною 2+1 мм відповідно до рисунка 4.

D - граничний діаметр колеса зі зношеним ободом
Рисунок 4 - Кільцева проточка
4.2.2.20 За контрольними відмітками наносять контрольні смуги шириною від 30 до 40 мм:
На бандажі емаллю червоного кольору всю товщину бандажа;
На обід колісного центру - білого (жовтого) кольору.
4.2.3 Вимоги до зубчастого колеса (цілісного або складового)
4.2.3.1 Параметр шорсткості Ra поверхні отвору зубчастого колеса або маточини складеного зубчастого колеса перед посадкою на вісь або подовжену маточину колісного центру повинен бути, мкм, не більше:
2,5 – при тепловому методі;
5 – при пресовому методі.
4.2.3.2 Допуск непостійності діаметра отвору зубчастого колеса або маточини складеного зубчастого колеса в поперечному та поздовжньому перерізах повинен бути не більше 0,05 мм. У разі конусоподібний напрямок конусності повинен відповідати напрямку конусності посадкової поверхні осі або подовженої маточини колісного центру.
4.2.3.3 Зуби зубчастого колеса (вінця) повинні бути піддані магнітному контролю на відсутність поверхневих дефектів згідно з ГОСТ 30803.
4.2.3.4 На вимогу замовника зубчасті колеса колісних пар локомотивів з конструкційною швидкістю понад 100 до 160 км/год (до 130 км/год для колісних пар МВПС) повинні бути піддані статичному балансуванню. Залишковий дисбаланс має бути не більше 12,5 кг см. Місце розташування неврівноваженої маси має бути відзначене маркуванням – цифрою «0» заввишки від 8 до 10 мм.
4.3 Вимоги до колісної пари
4.3.1 Номінальні базові розміри колісної пари (див. малюнки 1, 2, 3):
В = 140 мм – для локомотивів (В = 150 мм – для бандажів без гребеня);
В = 130 мм – для МВПС;
С - з технічної документації;
Складових коліс локомотивів – за ГОСТ 3225;
Цільнокатаних коліс МВПС - за технічними умовами чи кресленнями;
Складових коліс МВПС – за ГОСТ 5000.
4.3.2 Параметри профілів ободів цільних коліс та бандажів коліс згідно:
Малюнок 5 - для колісних пар локомотивів з конструкційною швидкістю до 200 км/год;
Малюнок 6 - для колісних пар МВПС з конструкційною швидкістю до 130 км/год.


Малюнок 6 - Профіль обода цільного колеса або бандажа збірного колеса колісних пар МВПС
Допускається за погодженням виробника з замовником та власником інфраструктури* застосування профілю бандажів (ободів) коліс з іншими параметрами (у тому числі коліс без гребеня) з урахуванням неперевищення допустимого впливу на шлях.
Для локомотивів та МВПЗ з конструкційною швидкістю до 200 км/год включно не допускається збільшення значення номінальної ширини обода цільного колеса або бандажа збірного колеса в колісній парі (див. малюнки 1,2 та 3, розмір В) більш ніж на 3 мм, а зменшення - більш ніж на 2 та 1 мм відповідно; для колісних пар ТПС із конструкційною швидкістю понад 200 км/год - + 1 мм.
Відхилення інших розмірів – за 14 квалітетом (ГОСТ 25346).
4.3.3 Допустиме відхилення від номінального значення діаметра по колу катання:
Бандажів колісних пар локомотивів за ГОСТ 3225;
Бандажів колісних пар МВПС та тендерів за ГОСТ 5000.
Для ТПС з конструкційною швидкістю не більше 200 км/год різницю діаметрів коліс у площині кола катання в однієї колісної пари має бути не більше 0,5 мм.
Для колісних пар ТПС із конструкційною швидкістю понад 200 км/год різницю діаметрів коліс у площині кола катання в однієї колісної пари більше 0,3 мм не допускається.
4.3.4 Допуск радіального биття кола катання коліс (див. малюнки 1, 2 і 3, величина Е) при перевірці в центрах (вісь Б) для ТПС не повинен бути, мм, більше:
0,5 - при v K трохи більше 120 км/год;
0,3 - при v K понад 120 км/год.
4.3.5 Відстань між внутрішніми торцями бандажів (ободів) коліс (розмір Л) для ТПС має бути:
(1440!з) мм - П Р І v k не більше 120 км/год;
(1440 + 1) мм – при v K більше 120 км/год.
4.3.6 Допуск торцевого биття внутрішніх торців бандажів (ободів) коліс (Г) при перевірці в центрах (вісь Б) для ТПС не повинен перевищувати, мм:
1,0 - при v K трохи більше 120 км/год;
0,8 - при v K понад 120 км/год до 160 км/год включно;
0,5 - при v K понад 160 км/год до 200 км/год включно;
0,3 - при v K понад 200 км/год.
4.3.7 Параметр шорсткості Ra поверхонь профілю катання та гребенів коліс колісних пар ТПС з конструкційною швидкістю не більше 200 км/год не повинен бути більше 10 мкм, внутрішніх торців бандажів (ободів) коліс – понад 20 мкм.
* У Російській Федерації власник інфраструктури визначається федеральним законом у сфері залізничного транспорту.
Для колісних пар ТПС з конструкційною швидкістю понад 200 км/год параметр шорсткості Ra поверхонь профілю катання, гребенів коліс, внутрішньої поверхні бандажів (ободів) коліс, а також дискової частини та маточини колеса не повинен бути більше 6,3 мкм.
4.3.8 На внутрішніх торцях бандажів коліс колісних пар ТПС з конструкційною швидкістю не більше 120 км/год допускаються розосереджені черновини глибиною не більше 1 мм, що не виходять на радіус сполучення з гребенем колеса. Сумарна площа чорновин – не більше 50 см 2 .
4.3.9 Різниця відстаней від внутрішніх торців бандажів (ободів) коліс до завзятих торців передпідстилкових частин осі (див. малюнки 1, 2 і 3, різниця розмірів С) для однієї колісної пари не повинна перевищувати 2,0 мм при конструкційній швидкості до 200 км. /год включно.
Для колісних пар ТПС з конструкційною швидкістю понад 200 км/год різниця розмірів для однієї колісної пари не повинна перевищувати 1,0 мм.
Допуск симетричності Т відстані між внутрішніми торцями бандажів (ободів) коліс повинен дорівнювати значення поля допуску на розмір Л по 4.3.5 при використанні в якості бази середини осі (див. малюнок 2, база К).
4.3.10 Колісні пари з нерухомо закріпленим на осі (подовженої ступиці колісного центру) зубчастим колесом (зубчастими колесами) для локомотивів з конструкційною швидкістю понад 100 до 120 км/год (до 130 км/год - для колісних пар МВПС) статичний дисбаланс. Значення залишкового статичного дисбалансу колісної пари має бути не більше 25 кг див. Допускається для колісних пар значення залишкового статичного дисбалансу забезпечувати при їх формуванні з урахуванням вимог 5.1.3.
Допускається перевірку на залишковий статичний дисбаланс колісних пар замінювати перевіркою на залишковий динамічний дисбаланс. Значення залишкового динамічного дисбалансу колісної пари має бути не більше 25 кг см у площині кожного колеса колісної пари.
4.3.11 Для колісних пар локомотивів з конструкційною швидкістю понад 100 до 120 км/год з нерухомо закріпленим на осі (подовженої ступиці колісного центру) зубчастим колесом (зубчастими колесами) та з корпусом осьових підшипників, закріпленим з можливістю його обертання щодо осі статичного дисбалансу має бути забезпечене для формування колісної пари. Дисбаланси колісних центрів розташовують в одній площині з одного боку осі колісної пари. Сумарне значення залишкового статичного дисбалансу колісних центрів має бути не більше 25 кг.
Допускається перевірку на залишковий статичний дисбаланс колісних пар замінювати перевіркою на залишковий динамічний дисбаланс.
4.3.12 Колісні пари з нерухомо закріпленим на осі зубчастим колесом для локомотивів з конструкційною швидкістю понад 120 км/год (понад 130 км/год - для колісних пар МВПС) перевіряють на залишковий динамічний дисбаланс.
Значення залишкового динамічного дисбалансу в площині кожного колеса колісної пари для локомотивів не повинно перевищувати кг см:
12.5 – при v K понад 120 до 160 км/год включно;
7.5 – при v K понад 160 до 200 км/год включно.
Значення залишкового динамічного дисбалансу в площині кожного колеса для колісних пар МВПС не повинно перевищувати кг см:
25 - при v K понад 130 до 160 км/год;
Для колісних пар ТПС із конструкційною швидкістю понад 200 км/год значення залишкового динамічного дисбалансу у площині кожного колеса не повинно перевищувати 5,0 кг див.
4.3.13 Колісну пару ТПС, на якій зубчасте колесо встановлено в підшипниковій опорі, що охоплює вісь колісної пари і закріплену на тяговому електродвигуні, а передача крутного моменту на колісну пару здійснюється за допомогою порожнистого валу або осьового редуктора, що мають можливість відносного переміщення в поздовжньому та поперечному щодо осі колісної пари, піддають перевірці на залишковий динамічний дисбаланс при фіксації підшипникової опори із зубчастим колесом у середньому положенні щодо осі. Значення залишкового динамічного дисбалансу – відповідно до 4.3.12.
Допускається таку колісну пару перевіряти на залишковий статичний дисбаланс і забезпечувати значення статичного дисбалансу окремо за складовими елементами колісної пари (колісні центри складових коліс, деталі приводу колісної пари, з'єднані з колісними цінами)
тром, розташованим збоку, протилежному зубчастому колесу) при її формуванні з урахуванням вимог 5.1.3.
Сумарне значення залишкового статичного дисбалансу колісної пари не повинно перевищувати, кг - см:
25 - при v K понад 120 до 160 км/год включно;
15 - при v K понад 160 до 200 км/год включно.
4.3.14 Лакофарбові покриття колісних пар локомотивів та тендерів – за ГОСТ 31365, колісних пар МВПС – за ГОСТ 12549.
У колісних пар ТПС із конструкційною швидкістю понад 200 км/год дискові частини коліс та відкриті частини осі повинні бути захищені антикорозійним покриттям.
4.3.15 Електричний опір між бандажами колісної пари повинен бути не більше 0,01 Ом.
4.3.16 Використання в колісних парах колісного центру з дисковою частиною, деформація форми якої викликає при експлуатації перевищення допусків на відстань між внутрішніми торцями бандажів коліс (розмір А, 4.3.5) внаслідок нагрівання елементів колісної пари при тривалому та/або інтенсивному гальмуванні гальмівними колодками про поверхню катання бандажів, зменшення товщини бандажів із-за зносу та ремонтних обтічок поверхні катання бандажів, не допускається.
4.3.17 Допустимий коефіцієнт запасу опору втоми осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
4.3.18 Імовірність (розрахункова) безвідмовної роботи осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
4.3.19 Межа витривалості осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
4.3.20 Допустимий коефіцієнт запасу статичної міцності осі та коліс у складі колісної пари з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
4.4 Маркування
Маркування та таврування осей колісних пар МВПС - за ГОСТ 31334.
Маркування осей колісних пар локомотивів після формування та таврування після приймально-здавальних випробувань наносять на правому торці осі згідно з рисунком 7.
При односторонньому приводі правим торцем вважають торець осі із боку зубчастого колеса. При двосторонньому приводі або симетричному розташуванні зубчастого колеса маркування та таврування виконують на будь-якому вільному для таврування та маркування торці. Такий торець з маркуванням та тавруванням вважають правим.
При підтвердженні відповідності після проведення сертифікації колісні пари маркують знаком обігу на ринку в місцях, де розміщують клейма, що відносяться до ремонту колісної пари, а також у формулярі колісної пари. Якщо конструктивні особливості колісної пари не дозволяють виконати маркування знака обігу на ринку на торці осі, знак обігу на ринку ставлять на іншу поверхню, вказану в технічній документації або лише у формулярі.

а) Для осей з підшипниками ковзання та кочення без торцевого кріплення гайкою
б) Для осей з підшипниками кочення з торцевим кріпленням гайкою

в) Для осей з підшипниками кочення з торцевим кріпленням шайбою
Зона / (наносять при виготовленні осі)
1 – умовний номер або товарний знак підприємства-виробника необробленої осі; 2 - місяць та рік (дві останні цифри) виготовлення чорнової осі; 3 - порядковий номер плавки та номер осі; 4 - тавра технічного контролю підприємства-виробника та представника приймання, які перевірили правильність перенесення маркування та прийняли чистову вісь; 5 - умовний номер або товарний знак підприємства-виробника, що обробив чорнову вісь
Зона //(наносять при формуванні колісної пари)
6 - позначення методу формування колісної пари [ФТ - тепловий, Ф - пресовий, ТК - комбінований при тепловому методі посадки колеса (колісного центру) та пресовому методі посадки зубчастого колеса на вісь, ТЗ - комбінований при тепловому методі посадки зубчастого колеса та пресовому методі посадки колеса (колісного центру) на вісь]; 7 - умовний номер або товарний знак підприємства, яке виробляло формування колісної пари; 8-місяць та рік формування колісної пари; 9 - тавра технічного контролю підприємства-виробника та представника приймання, що прийняв колісну пару; 10 - тавро балансування
Якщо торці осей є робочими елементами конструкції буксових вузлів, то знаки маркування та тавра вибивають на циліндричній поверхні буртів або іншої неробочої поверхні, зазначеної на робочому кресленні; висота цифр та літер від 6 до 10 мм.
Рисунок 7 - Маркування та таврування осей колісних пар
4.5 Вимоги до супровідної документації
До кожної колісної пари додають формуляр. У формулярі колісної пари вказують:
Тип (найменування);
Найменування та умовний номер підприємства-виробника;
Дата виготовлення;
Дату та номер акта приймання підприємством-виробником;
Позначення креслення колісної пари;
Дані по осі, цілісних колесах або колісних центрах та бандажах (підприємство-виробник виливків, номер плавки);
Підприємство-виробник та позначення креслення осі, цільних коліс або колісних центрів та бандажів;
Початкові розміри основних частин осі (діаметрів шийок під підшипники кочення та ковзання, передпідступних і підступних частин, діаметра середньої частини осі), посадочні діаметри ступиць коліс або колісних центрів, зовнішні посадкові діаметри колісних центрів та внутрішні діаметри бандажів, діаметри коліс по колу гребенів, а також товщину бандажів.
У формулярі колісної пари повинні бути передбачені сторінки для вказівки оглядів і ремонтів, що проводилися в депо або на ремонтному заводі (дати, виду ремонту, пробігу, фактичних розмірів).
До формуляра на колісну пару повинен бути прикладений формуляр на зубчасте колесо (зубчасті колеса).
5 Формування колісної пари
5.1 Загальні положення
5.1.1 Колісну пару слід формувати тепловим, пресовим чи комбінованим методом.
5.1.2 При комбінованому методі формування колісної пари колеса (колісні центри) та маточини гальмівних дисків встановлюють на вісь пресовим методом, а зубчасте колесо - тепловим методом. Допускаються інші поєднання методів формування складових елементів колісної пари.
5.1.3 При формуванні колісних парТПС з конструкційною швидкістю понад 100 км/год неврівноважені маси колісних центрів слід розташовувати в одній площині з одного боку осі.
5.1.4 Конструкцією колісної пари повинні бути передбачені канали для подачі олії під тиском в зону з'єднання колеса, зубчастого колеса (маточини зубчастого колеса) та маточини гальмівних дисків з віссю для розформування колісної пари (малосйому).
5.2 Тепловий метод формування
5.2.1 Колісні пари формують тепловим методом відповідно до вимог НД*, затвердженого в установленому порядку.
5.2.2 Місцеве нагрівання маточини цільного колеса, зубчастого колеса або колісного центру в зборі з бандажом не допускається.
Від 0,85 10 _3 до 1,4 10 _3 діаметра деталей, що сполучаються для маточок колісних центрів і коліс;
Від 0,5 10 -3 до 1,0 10 -3 діаметра деталей, що сполучаються для ступиць зубчастих коліс і гальмівних дисків.
5.2.4 Посадкова поверхня осі повинна бути покрита антикорозійним покриттям.
Як антикорозійне покриття посадкових поверхонь осі рекомендується використовувати натуральну оліфу за ГОСТ 7931 або термічно оброблену олію (соняшникову за ГОСТ 1129** або лляну за ГОСТ 5791). Допускається використовувати інші антикорозійні покриття, що витримали випробування на стійкість до фреттинг-корозії деталей, що сполучаються і не знижують втомну міцність осі.
5.2.5 Перед формуванням деталі, що встановлюються на вісь, крім зубчастих коліс, рівномірно нагрівають до температури від 240 °С до 260 °С і записують діаграму нагріву. Температура нагрівання зубчастих коліс із легованих сталей – не більше 200 °С, зубчастих коліс зі сталі марки 55 (Ф)*** – не більше 260 °С. Температура нагрівання зубчастих коліс, що містять неметалічні пружні елементи, повинна бути не більшою за 170 °С.
* На території Російської Федерації ці вимоги встановлені в ГОСТ Р 53191-2008.
** На території Російської Федерації діє ГОСТ Р 52465-2005 (тут і надалі).
*** На території Російської Федерації ці вимоги встановлені у ГОСТ Р 51220-98.
5.2.6 Після завершення формування тепловим методом та остигання зібраної колісної пари до температури, що не перевищує температуру навколишнього середовища більш ніж на 10 °С, міцність з'єднання елементів колісної пари для ТПС з конструкційною швидкістю не більше 200 км/год має бути перевірена на зсув контрольної осьовим навантаженням:
(636 + 20) кН [(65 + 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку ходових коліс або колісних центрів для колісних пар локомотивів;
(568 + 20) кН [(58 + 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку ходових коліс або колісних центрів для колісних пар МВПС;
(432 + 20) кН [(44 + 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку зубчастого колеса або маточини складеного зубчастого колеса (одного або двох) для колісних пар локомотивів з номінальним діаметром колеса по колу катання не менше 1200 мм;
(294 + 20) кН [(30 + 2) тс] - на кожні 100 мм діаметра підступних частин осі під посадку зубчастого колеса або маточини складеного зубчастого колеса (одного або двох), маточини гальмівного диска (одного або двох) для колісних пар ТПС з номінальним діаметром колеса за колом катання до 1200 мм;
(245 + 20) кН [(25 + 2) тс] - на кожні 100 мм діаметра подовженої маточини колісного центру під посадку зубчастого колеса.
Допускається збільшення максимального значення контрольного осьового навантаження на 10 % з урахуванням встановлених натягів.
Допускається перевірка посадки зубчастого колеса на подовжену маточину колісного центру контрольним моментом (9,8 + 0,8) кН м [(1,0 + 0,08) тс м] на квадрат кожних 100 мм діаметра маточини колісного центру. Після посадки зубчастого колеса на подовжену маточину колісного центру на площину, що прилягає до посадкової поверхні, наносять контрольну позначку. Контрольну позначку наносять притупленим інструментом у вигляді канавки глибиною не більше 0,5 мм та довжиною не більше 10 мм.
Для колісних пар ТПС з конструкційною швидкістю понад 200 км/год контрольне осьове навантаження в кілоньйтонах слід приймати в діапазоні 5,2 - 5,8 d (d - діаметр підступної частини осі, мм) відповідно до встановлених у конструкторській документації натягів для даного з'єднання. (ходового колеса, колісного центру, зубчастого колеса, маточини складеного зубчастого колеса, маточини гальмівного диска з віссю).
Зсув або проворот (зміщення контрольних позначок) у поєднанні не допускається.
5.3 Пресовий метод формування
5.3.1 Деталі, що встановлюються на вісь (колеса, колісні центри або колісні центри в зборі з бандажами, зубчасті колеса, маточини гальмівних дисків), і вісь перед запресовуванням повинні мати однакову температуру. Допускається перевищення температури колеса над температурою осі трохи більше 10 °З.
5.3.3 Посадкові поверхні осі та деталей, що встановлюються на вісь, повинні бути покриті рівним шаром натуральної оліфи за ГОСТ 7931 або термічно обробленого рослинного (конопляного за ГОСТ 8989, лляного за ГОСТ 5791 або соняшникового за ГОСТ 1129). Допускається використовувати інші антикорозійні покриття, що витримали випробування на стійкість до фрет-тинг-корозії деталей, що сполучаються і не знижують втомну міцність осі.
5.3.4 Запресування деталей на вісь та перевірку на зсув контрольно-осьовим навантаженням проводять на гідравлічному пресі. Прес повинен бути обладнаний каліброваним пристроєм для контролю зусилля та автоматичним самописним приладом, що фіксує на паперовий або електронний носій діаграму зусилля запресування колеса (колісного центру), зубчастого колеса, гальмівних дисків щодо посадкового місця протягом усієї операції пресування.
Клас точності самописного приладу повинен бути не нижче 1,5%, похибка ходу діаграми - не більше 2,5%, товщина лінії запису - не більше 0,6 мм, ширина діаграмної стрічки - не менше 100 мм, масштаб запису по довжині повинен бути не менше 1:2 по висоті діаграми 1 мм повинен відповідати зусиллю не більше 24,5 кН (2,5 тс).
5.3.5 Запресування коліс (колісних центрів) на вісь та запресування зубчастих коліс на вісь або колісний центр (гальмівних дисків) для колісних пар ТПС з конструкційною швидкістю руху не більше 200 км/год проводять з кінцевими зусиллями запресування, які повинні відповідати зазначеним у таблиці 1 при швидкості руху плунжера гідравлічного преса не більше 3 мм/с.
Таблиця 1 - Кінцеві зусилля запресування при формуванні колісної пари пресовим методом
* При запресуванні на подовжену маточину колісного центру.
** У чисельнику значення для колісних пар із діаметром коліс по колу катання до 1200 мм, у знаменнику – понад 1200 мм.
5.3.6 Запресовування коліс, гальмівних дисків та зубчастих коліс на вісь для колісних пар ТПС з конструкційною швидкістю понад 200 км/год проводять на діаметрі d у міліметрах з кінцевими зусиллями запресовування у кілонютонах у діапазоні від 3,9 до 5,8 d при довжині сполучення від 0,8 d до 1,1 d.
5.3.7 Нормальна індикаторна діаграма запресування повинна мати форму плавної кривої, дещо опуклої вгору, що наростає по всій довжині з початку до кінця запресування. Шаблон - діаграма запресування колісних пар наведено малюнку 8.
Допускаються такі відхилення від нормальної форми запресувальної діаграми.
нар. - 01Р ■ "min w,ll min
1 - поле задовільних діаграм запресування;
2 – максимальна крива; 3 – мінімальна крива; Р-зусилля запресування, кН; Р тах, Р т\п - відповідно мак-
49,0 симальне та мінімальне кінцеві зусилля запресування
0 відповідно до таблиці 1; L - теоретична довжина діа
грами, мм
Малюнок 8 - Шаблон - діаграма запресування

5.3.7.1 У початковій точці діаграми (зона переходу конічної частини в циліндричну) стрибкоподібне підвищення зусилля не більше ніж 49 кН (5 тс) з подальшою горизонтальною ділянкою не більше ніж 5 % теоретичної довжини діаграми L.
5.3.7.2 Наявність майданчиків або западин на діаграмі в місцях розташування витоків під масляні канали на маточках, кількість яких повинна відповідати числу витоків.
5.3.7.3 Увігнутість діаграми з безперервним наростанням зусилля за умови, що вся крива, крім обумовлених у 5.3.7.2 майданчиків і западин, міститься вище за пряму, що з'єднує початок кривої з точкою, що вказує на даній діаграмі мінімально допустиме зусилля P min.
5.3.7.4 Горизонтальна пряма на діаграмі в кінці запресування на довжині, що не перевищує 15 % теоретичної довжини діаграми L, або падіння зусилля не більше 5 % зусилля запресування Р тах на довжині, що не перевищує 10 % теоретичної довжини діаграми L.
5.3.7.5 Стрибкоподібне підвищення зусилля в кінці діаграми, якщо конструкцією колісної пари або технологією формування передбачено посадку до упору в будь-який елемент.
5.3.7.6 Коливання зусилля в кінці запресування з амплітудою не більше 3 % зусилля запресування Р тах на довжині, що не перевищує 15 % теоретичної довжини діаграми L при запресовуванні коліс з подовженою маточкою.
5.3.7.7 Відхилення від точності вимірювання до 20 кН (2 тс) щодо граничного максимального зусилля по діаграмі.
5.3.7.8 Якщо кінцеве зусилля запресування колісних пар до 10 % менше або більше граничного значення діапазону, встановленого в таблиці 1 (без урахування допустимого стрибкоподібного підвищення зусилля по 5.3.7.5), виробник у присутності замовника повинен провести перевірку пресової посадки трикратним додатком у зворотному напрямку від зусилля запресування. Для перевірки зменшеного кінцевого зусилля запресування контрольне осьове навантаження має дорівнювати 1,2 фактичного зусилля запресування. Для перевірки збільшеного кінцевого зусилля запресування контрольне осьове навантаження має відповідати максимальному зусиллю запресування згідно з таблицею 1.
5.3.7.9 Фактична довжина діаграми запресування має бути не менше 85 % теоретичної довжини діаграми L, мм, яку обчислюють за формулою
L = (Ц + L 2)i,
де L 1 - довжина ділянки контакту маточини колісного центру з віссю, мм;
/_ 2 - додаткове просування маточини (якщо передбачено в конструкторській документації), мм;
/ - масштаб діаграми за довжиною.
Фактична довжина діаграми запресування для маточини гальмівного диска повинна бути не менше 105/".
5.3.7.10 При отриманні незадовільної діаграми або невідповідності значення кінцевого зусилля запресування встановленому в таблиці 1 допускається повторне (не більше двох разів) запресування колеса (колісного центру) на вісь без додаткової механічної обробки посадкових поверхонь за відсутності задир на посадкових поверхнях колісного центру).
При повторному запресуванні колеса (колісного центру) на вісь значення нижньої межі кінцевого зусилля, встановленого в таблиці 1, має бути збільшено на 15 %.
6 Правила приймання
6.1 Колісні пари контролюють відповідність вимогам цього стандарту при приймально-здавальних (ПС), періодичних (П), типових (Т) випробуваннях за ГОСТ 15.309 та випробуваннях на підтвердження відповідності (С).
Перелік контрольованих параметрів та методів випробувань колісної пари наведено у таблиці 2.
Таблиця 2
|
Контрольований параметр |
Пункт стандарту, що містить вимоги, які перевіряють під час випробувань |
випробувань* |
|||
|
здавачів |
періодичних |
на підтвердження відповідності |
|||
|
1 Розміри, допуски та форма |
4.2.1.2-4.2.1.4, 4.2.2.2, 4.2.2.4, 4.2.2.5, 4.2.2.9-4.2.2.11, 4.2.2.17^t.2.2.19, 4.2.3.2, 4.3.1-4.3.6, 4.3.8, 4.3.9 |
4.3.3-4.3.6, 4.3.9 |
7.1.2, 7.1.4 (ПС, П, Т), 7.1.5 |
||
|
2 Зовнішній вигляд та стан (якість) поверхні, включаючи чистоту обробки (шорсткість) |
4.2.1.1,4.2.2.3, 4.2.2.8, 4.2.2.Е, 4.2.3.1,4.3.7, 4.3.8 |
7.1.1 (ПС, С), 7.2 (П, С) |
|||
|
3 Механічні властивості та хімічний склад |
7.1.15 (ПС), 7.2 (П) |
||||
|
4 Зміцнення накочуванням | |||||
|
5 Температура нагрівання деталей, що сполучаються |
4.2.2.16, 4.2.2.17, 5.2.2, 5.2.5, 5.3.1 | ||||
|
6 Наявність дефектів у металі: Ультразвуковий контроль Магнітний контроль Акустичний контроль |
4.2.1.5,4.2.2.12,4.2.2.13 4.2.1.5.4.2.2.13.4.2.3.3.4.2.11 | ||||
|
7 Дисбаланс: Статичний Динамічний |
4.2.2.14, 4.3.10, 4.3.11,4.3.13, 5.1.3 4.3.12 | ||||
|
8 Значення натягу деталей, що сполучаються |
4.2.2.15, 5.2.3, 5.3.2 | ||||
|
9 Міцність з'єднання деталей, що сполучаються |
4.2.2.17, 5.2.6, 5.3.5-5.3.7 |
5.2.6, 5.3.4- 5.3.6 |
7.1.10 (ПС, С), 7.1.11 (ПС), 7.2 (П,С) |
||
|
10 Параметри профілю бандажа (ободу) колеса по колу катання | |||||
|
11 Електричний опір | |||||
|
12 Усадка колісного центру внаслідок пластичної деформації | |||||
|
13 Зміна відстані (розмір А) від нагрівання при гальмуванні та зменшення товщини бандажів під час обточування | |||||
|
14 Коефіцієнт запасу опору втоми осі та коліс у складі колісної пари | |||||
|
15 Коефіцієнт запасу статичної міцності осі та коліс у складі колісної пари | |||||
|
16 Межа витривалості осі та колеса у складі колісної пари | |||||
Закінчення таблиці 2
* За параметрами, не зазначеними видами випробувань, випробування проводять за всіх видів випробувань.
6.2 Прийомо-здатні випробування
6.2.1 Приймальні випробування деталей колісної пари та кожної колісної пари в зборі повинні бути проведені до їх фарбування з пред'явленням сертифікатів, інших документів, що підтверджують якість, діаграм перевірки коліс на зсув або діаграм запресування, а також формулярів колісної пари та зубчастих коліс.
6.2.2 На елементах та колісній парі, що пройшли приймально-здавальні випробування, повинні бути нанесені приймальні тавра підприємства-виробника, а у разі проведення їх та іншою контрольною організацією - її приймальне тавро.
6.2.3 У разі невідповідності вимогам цього стандарту деталі колісної пари, підготовлені до складання, та колісна пара повинні бути відбраковані.
6.3 Періодичні випробування
6.3.1 Періодичні випробування слід проводити не рідше одного разу на рік в обсязі приймально-здавальних випробувань, при цьому необхідно додатково контролювати:
Якість обробки поверхонь – на двох деталях кожної конструкції;
Якість зміцнення накочуванням – за ГОСТ 31334;
Міцність з'єднання бандажу з колісним центром – на двох колісних парах від кожного типорозміру бандажу.
6.3.2 У разі невідповідності вимогам цього стандарту хоча б на одному зразку (деталі) випробування повторюють на подвоєному числі колісних пар. При незадовільних результатах випробувань приймання колісних пар припиняють до усунення причини.
6.4 Типові випробування
6.4.1 Типові випробування слід проводити:
При зміні конструкції колісної пари (за параметрами 1-3, 5, 7-17 таблиці 2);
При застосуванні матеріалів з іншими механічними властивостями, зміні технологічного процесу виготовлення деталей колісної пари та їх заготовок або зміни підприємства-виробника (за параметрами 1-6, 8-10, 12, 14-17 таблиці 2);
За зміни методу формування колісної пари (за параметрами 1,2,4,5,8,9,12 таблиці 2);
При змінах у гальмівній системі, що впливають на механічне або теплове навантаження на колісну пару (колесо) (за параметрами 1-3, 5, 8, 9, 13 таблиці 2);
При збільшенні осьового навантаження на колісну пару або конструкційну швидкість, зміну схеми навантаження (за параметрами 1-5, 7-9, 13-17 таблиці 2).
6.4.2 Умови проведення типових випробувань повинні відповідати умовам експлуатації колісних пар за основними параметрами (статичного та динамічного навантаження від колісної пари на рейки, швидкості руху, силі тяги та гальмування).
6.5 Правила відбору зразків для підтвердження відповідності колісних пар
Випробування підтвердження відповідності колісних пар проводять на зразках, відібраних методом випадкового відбору за ГОСТ 18321, що пройшли приймально-здатні випробування. Кількість зразків для випробувань для підтвердження відповідності колісних пар приймають не менше двох.
7 Методи випробувань
7.1 При приймально-здавальних випробуваннях відповідність вимогам цього стандарту визначають наступними засобами та методами.
7.1.1 Зовнішній вигляд та якість обробки поверхонь необхідно перевіряти візуальним оглядом за допомогою зразків шорсткості поверхні за ГОСТ 9378 або профілометром. Контроль параметрів шорсткості проводять у трьох точках, рівновіддалених один від одного по колу.
7.1.2 Похибки, припустимі під час вимірювання лінійних розмірів, - за ГОСТ 8.051.
При контролі розмірів понад 500 мм гранична похибка конкретного засобу вимірювань, що застосовується, не повинна перевищувати 1/3 значення допуску, встановленого цим стандартом.
Радіальне та торцеве биття перевіряють індикатором годинного типу та визначають як середньоарифметичне значення результатів не менше трьох вимірювань.
7.1.3 Значення натягу посадки деталей, що сполучаються, визначають перед формуванням колісної пари вимірюванням посадкових діаметрів їх місць сполучення мікрометричним нутроміром за ГОСТ 868 і мікрометричною скобою за ГОСТ 11098 в трьох перерізах по довжині посадки і в двох взаємно перпендикулярних площинах. За значення діаметра вимірюваного місця сполучення деталей слід набувати середнього значення результатів з кожних шести вимірювань.
Допускається застосування іншого вимірювального інструменту, що забезпечує необхідну точність виміру.
7.1.4 Правильність фактичних поєднань конусоподібностей посадкових поверхонь слід перевіряти зіставленням результатів вимірювань за 7.1.3 за значеннями вимірювань у двох крайніх перерізах за довжиною посадки посадкових поверхонь у двох взаємно перпендикулярних площинах. За значення діаметра в крайньому перерізі посадки слід приймати середнє значення двох вимірювань у кожному перерізі.
7.1.5 Ширину бандажа складеного колеса вимірюють у трьох перерізах по колу на відстані не менше 100 мм від крайніх цифр маркування.
7.1.6 Профіль бандажу (ободу) колеса слід перевіряти відповідним шаблоном із граничними відхиленнями на його розміри + 0,1 мм. У допустимий зазор між шаблоном і профілем бандажа (обода) колеса не повинен проходити щуп товщиною більше 0,5 мм по поверхні катання і товщиною гребеня, 1 мм - по висоті гребеня, при цьому шаблон повинен бути притиснутий до внутрішнього торця бандажа (обода) колеса .
7.1.7 Відсутність поверхневих дефектів осі, колеса, бандажа, а також зубчастого колеса (вінця) необхідно перевіряти методами візуального контролю за ГОСТ 23479, магнітного контролю за ГОСТ 21105, відсутність внутрішніх дефектів - методом ультразвукового контролю за ГОСТ 12503. необхідно перевіряти методом ультразвукового контролю за ГОСТ 12503, відсутність поверхневих дефектів - методами візуального контролю за ГОСТ 23479, магнітного контролю за ГОСТ 21105 та акустичного контролю - за ГОСТ 20415.
Примітка - При оцінці результатів ультразвукового контролю використовують зразки підприємства, що ідентифікують дефект, що мають діючі свідоцтва про повірку.
7.1.8 Залишковий статичний або динамічний дисбаланс перевіряють на колісній парі або окремо за складовими частинами при формуванні колісної пари відповідно до додатка А.
7.1.9 Температуру нагрівання деталей колісної пари перед їх посадкою слід контролювати за діаграмою нагрівання з використанням приладів та пристроїв, що контролюють підвищення температури, не допускаючи перевищення її граничного значення. Похибка виміру - + 5 °С.
7.1.10 Міцність з'єднання деталей із віссю необхідно перевіряти:
При пресовому методі посадки - за формою діаграми запресування та її відповідності кінцевим зусиллям запресування відповідно до таблиці 1. Для перевірки придатності діаграм запресування рекомендується використовувати накладний шаблон;
При тепловому методі посадки - триразовим додатком до з'єднання регламентованої контрольної осьової (зсуву) навантаження, при цьому записують діаграми навантаження.
Міцність посадки зубчастого колеса на подовжену маточину колісного центру перевіряють контрольним моментом (на поворот) по 5.2.6, при цьому записують діаграми навантаження.
7.1.11 Щільність посадки бандажу та обтискання бандажного кільця на кожній колісній парі слід перевіряти після остигання колеса обстукуванням слюсарним молотком (ГОСТ 2310) по поверхні катання та бандажному кільцю не менше ніж у чотирьох рівновіддалених точках. Глухий звук не дозволяється.
7.1.12 Електричний опір слід перевіряти на колісній парі, встановленій на опори пристрою, що дозволяє вимірювати електричний опір між бандажами (обідами) коліс колісної пари з НД*, затвердженому в установленому порядку.
7.1.13 Маркування слід перевіряти візуальним методом. Колісна пара з маркуванням, що не читається, повинна бути відбракована.
7.1.14 Методи контролю якості фарбування колісних пар локомотивів за ГОСТ 31365, МВПЗ по ГОСТ 12549.
7.1.15 Механічні властивості та хімічний склад металу деталей колісних пар повинні бути підтверджені документами щодо якості підприємств – виробників заготовок (поковок).
7.2 При періодичних випробуваннях відповідність вимогам цього стандарту визначають такими засобами та методами:
Якість обробки поверхонь деталей перед формуванням колісної пари – контролем параметрів шорсткості поверхні за ГОСТ 2789;
Якість зміцнення накочуванням - вирізуванням з осей поздовжніх шліфів у шийці, підступній, середній частині, а також вибірково в місцях розташування жолобників з НД**, затвердженому в установленому порядку;
Міцність з'єднання бандажа з колісним центром - вимірюванням фактичних розмірів з'єднання після зняття бандажу, розрахунком значення натягу та зіставленням з вихідним значенням натягу;
Механічні властивості металу необхідно перевіряти на вирізаних зразках - коліс за ГОСТ 10791, осей за ГОСТ 31334, колісних центрів за ГОСТ 4491, бандажів за ГОСТ 398 або іншим затвердженим НД.
7.3 При типових випробуваннях відповідність вимогам цього стандарту визначають наступними засобами та методами.
7.3.1 Зменшення фактичного натягу (усадку) колісного центру необхідно визначати вимірюванням діаметрів посадочних поверхонь деталей, що сполучаються в трьох площинах під кутом 120° по всій довжині кола, перед установкою і після зняття бандажа - по 7.2, при цьому зменшення натягу повинно бути не більше передбаченого о 4.2.2.15.
7.3.2 Зміна відстані між внутрішніми торцями бандажів коліс від нагрівання при гальмуванні колодками про поверхню катання коліс необхідно визначати розрахунковим методом кінцевих елементів з ідеалізацією (розбивкою) колеса об'ємними елементами або експериментальним методом, шляхом відтворення тривалого режиму гальмування протягом 20 хв при коефіцієнті колодок до 0,5 від максимального при швидкості руху не нижче 40 км/год на затяжних спусках та зупинних гальмувань, що йдуть за тривалими.
7.3.3 Зміна відстані між внутрішніми торцями бандажів коліс внаслідок зменшення товщини бандажу (ободу) через знос і ремонтні обточки профілю катання визначають розрахунковим методом кінцевих елементів з ідеалізацією (розбивкою) колеса об'ємними елементами або експериментальним методом пошарового обточування поверхні ката колеса від максимальної до граничної товщини, встановленої у правилах технічної експлуатації залізниць***.
7.3.4 Визначення значення коефіцієнта запасу опору втоми осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень за ГОСТ 31373.
7.3.5 Визначення значення межі витривалості осі та колеса у складі колісної пари для конкретного ТПС з урахуванням дії технологічних та експлуатаційних навантажень – за ГОСТ 31373.
7.3.6 Визначення значення коефіцієнта запасу статичної міцності осі та коліс та ймовірність (розрахункова) безвідмовної роботи осі та коліс у складі колісної пари з урахуванням дії технологічних та експлуатаційних навантажень - за ГОСТ 31373.
7.4 Результати випробувань записують до протоколів випробувань.
Протокол випробувань повинен містити такі дані:
Дата проведення випробувань;
Вид випробувань;
Позначення колісної пари;
Засіб виміру;
Результати випробовувань.
* На території Російської Федерації ці вимоги встановлені в ГОСТ Р 52920-2008.
** На території Російської Федерації ці вимоги встановлені у .
*** На території Російської Федерації ці вимоги встановлені у .
7.5 Застосовувані засоби вимірювань повинні мати свідоцтва про затвердження типу та свідоцтва про повірку.
Обладнання, що застосовується, має бути атестоване відповідно до законодавства про забезпечення єдності вимірювань.
8 Транспортування та зберігання
8.1 Колісні пари при завантаженні їх на залізничну платформу або автомашину з дерев'яними підлогами слід розташовувати симетрично поздовжньої осі платформи (кузова), закріплюючи колеса дерев'яними клинами, прибитими до дошок-прокладок, прикріплених до підлоги транспортного засобу. Колісні пари повинні бути міцно прикріплені до підлоги відпаленим дротом діаметром 6 мм, щоб уникнути можливих ударів колісних пар один про одного. При транспортуванні колісних пар на залізничній платформі або машині з металевими підлогами колісні пари слід встановлювати на спеціальні опори, які нерухомо закріплюються на транспортному засобі.
8.2 При зберіганні та транспортуванні колісної пари шийки передступичні частини осей та вінці зубчастих коліс повинні бути покриті антикорозійним складом відповідно до груп захисту 1-2, варіанта захисту ВЗ-1 згідно з ГОСТ 9.014.
Перед транспортуванням колісної пари шийки осей та зуби зубчастих коліс повинні бути захищені покришками - поясами з дерев'яних планок, нанизаних на дріт чи мотузок або прибитих до металевої чи кіперної стрічки. Зуби зубчастих коліс повинні бути обгорнуті вологонепроникним папером і захищені від пошкодження.
Металева стрічка, дріт та цвяхи не повинні стосуватися шийки осі.
При тривалому зберіганні допускається додатково обгортати шийки та зубчасті колеса мішковиною, пергаміном.
8.3 осьові підшипники редуктора або тягового двигуна повинні бути закриті захисними кожухами, а підшипники важелів реактивних моментів колісних пар дизель-поїздів - обмотані мішковиною.
8.4 При транспортуванні та зберіганні не допускається:
Скидати колісні пари та їх елементи;
Захоплювати гаками та ланцюгами підйомних механізмів шийки та підступні частини осей колісних пар;
Зберігати колісні пари землі без установки на рейки.
8.5 На кожну колісну пару відправником повинна бути прикріплена металева або дерев'яна табличка з вибитими або нанесеними фарбою такими даними:
Найменування відправника;
Пункт призначення,
Номер колісної пари.
У разі поставки колісної пари з буксами на болт кріплення передньої кришки правої букси повинна бути прикріплена металева пластина з вибитим на ній номером колісної пари, якщо вона не вибита на корпусі букси або передній кришці.
9 Гарантії виробника
9.1 Виробник гарантує відповідність колісних пар вимогам цього стандарту за умови дотримання правил експлуатації* та вимог розділу 8.
9.2 Гарантійний термін міцності з'єднання деталей (осі, колеса, колісного центру, зубчастого колеса) -10 років.
Примітка - Гарантія припиняється у разі переформування колісної пари.
9.3 Гарантійні терміни експлуатації деталей колісної пари:
Осі – за ГОСТ 31334;
Коліс цільнокатаних – за ГОСТ 10791;
Литих колісних центрів – за ГОСТ 4491;
Бандажів – за ГОСТ 398;
* На території Російської Федерації ці вимоги встановлені в.
Зубчастих коліс – за ГОСТ 30803;
Інших деталей – за ТУ на конкретну деталь.
Примітка - Гарантійні терміни обчислюють з моменту введення в експлуатацію колісної пари із зазначенням у формулярі дати встановлення колісної пари під ТПС.
10 Вимоги охорони праці
10.1 Під час огляду, огляду та формування колісних пар мають бути забезпечені вимоги безпеки праці за ГОСТ 12.3.002.
10.2 Під час проведення робіт з формування колісних пар повинні бути передбачені заходи захисту працюючих та навколишнього середовища від впливу небезпечних та шкідливих виробничих факторів згідно з ГОСТ 12.0.003.
10.4 Роботи, пов'язані з виробництвом та випробуванням колісних пар, необхідно проводити у приміщеннях, обладнаних припливно-витяжною вентиляцією за ГОСТ 12.4.021.
10.5 Показники мікроклімату виробничих приміщень повинні відповідати вимогам НД**, затвердженим уповноваженим національним органом виконавчої влади.
10.6 Рівень шуму та вібрації на робочих місцях не повинен перевищувати норм, встановлених у НД**, затвердженому уповноваженим національним органом виконавчої влади.
10.7 Освітленість виробничих приміщень та робочих місць має відповідати вимогам будівельних норм та правил.
10.8 Персонал, зайнятий на виробництві колісних пар, має бути забезпечений індивідуальними засобами захисту згідно з ГОСТ 12.4.011.
* На території Російської Федерації ці вимоги встановлені в гігієнічних нормативах «гранично допустимі концентрації (ГДК) шкідливих речовин у повітрі робочої зони» (ДН 2.2.5.1313-03), затверджених Міністерством охорони здоров'я Російської Федерації 27.04.2003 р.
** На території України ці вимоги встановлені в «Гігієнічних вимогах до мікроклімату виробничих приміщень. Санітарні правила та норми» (СанПіН 2.2.4.548-96), затверджених Держкомсанепідемнаглядом Росії 01.10.1996 р.
Додаток А (обов'язковий)
Перевірка залишкових статичного та динамічного дисбалансів
А.1 Перевірка залишкового статичного дисбалансу
Залишковий статичний дисбаланс перевіряють на колісній парі, встановленій буксовими шийками на опори балансувального стенда. При мимовільній зупинці колісної пари, що коливається на стенді, радіус-вектор дисбалансу спрямований вниз.
Для визначення значення залишкового статичного дисбалансу підбирають і прикріплюють до верхньої частини одного з коліс на радіусі г вантаж масою т так, щоб його дисбаланс дорівнював вихідному дисбалансу.
При рівності дисбалансів колісна пара має стан рівноваги на горизонтальних опорах стенда у будь-якому її положенні при повороті щодо осі обертання.
Залишковий статичний дисбаланс колісної пари D ост, кг см, обчислюють за формулою
і порівнюють з допустимими значеннями 4.3.10, 4.3.11,4.3.13.
При перевищенні допустимого значення залишкового статичного дисбалансу колісні пари піддають додатковому місцевому обточуванню з подальшою повторною перевіркою.
Опора стенду

т 1 - неврівноважена маса колісної пари; т - коригуюча маса; r v г- відстані від осі обертання до центру мас
Рисунок А.1 - Схема статичного врівноваження колісної пари
А.2 Перевірка залишкового динамічного дисбалансу
Динамічний дисбаланс перевіряють на колісній парі, встановленій на балансувальному стенді. Стенд повинен забезпечувати реєстрування дисбалансу не менше ніж 0,2 максимального значення, встановленого вимогами цього стандарту.
Значення залишкового динамічного дисбалансу колісної пари визначають вимірюванням динамічного впливу сил інерції мас колісної пари з встановленими обертами і фіксацією їх значення і напрямки в площині коліс. Для цього стенд обладнують відповідними вимірювальними датчиками та реєструючою апаратурою.
Отримані значення залишкового динамічного дисбалансу колісної пари порівнюють з допустимими значеннями 4.3.12.
При перевищенні допустимого значення залишкового динамічного дисбалансу його усувають аналогічно до статичного дисбалансу місцевою обточкою колеса з подальшою повторною перевіркою.
Бібліографія
ТІ 32 ЦТ-ВНИИЖТ-95 Технологічна інструкція зі зміцнення накочування роликами осей колісних
пар локомотивів та моторних вагонів, затверджена МПС Росії 19.04.1995 р.
Правила технічної експлуатації залізниць Російської Федерації, затверджені Мінтрансом Росії 21 грудня 2010 р., наказом № 286
УДК 669.4.027.11:006.354 МКС 45.060 Д56 ОКП 31 8381
Ключові слова: тяговий рухомий склад, колія 1520 мм, колісні пари, колесо (ходове), вісь, колісний центр, бандаж, бандажне кільце, зубчасте колесо, обід колеса, ступиця колеса, технічні вимоги, формування колісної пари, маркування, правила приймання, методи контролю, гарантії виробника, охорона праці, охорона навколишнього середовища
Редактор Р.Г. Говердовська Технічний редактор Н.С. Гоішанова Коректор М.І. Першина Комп'ютерна верстка В.І. Гоїщенко
Здано до набору 25.09.2012. Підписано до друку 25.10.2012. Формат 60х84 1/8. Гарнітура Аріал. Уел. піч. л. 3,72.
Уч.-вид. л. 3,40. Тираж 118 прим. Зак. 947.
ФГУП «СТАНДАРТІНФОРМ», 123995 Москва, Гранатний пров., 4. Набрано у ФГУП «СТАНДАРТІНФОРМ» на ПЕОМ.
Надруковано у філії ФГУП «СТАНДАРТИНФОРМ» - тип. "Московський друкар", 105062 Москва, Лялін пров., 6.
(Зі змінами та доповненнями, затвердженими вказівкою МПС Росії від 23.08.2000 № К-2273у)
1. ВСТУП………………………………………………………………………………………………….. 3 2. ЗАГАЛЬНІ ПОЛОЖЕННЯ ……… ………………………………………………………………………… 3 3. ТЕХНІЧНЕ ЗМІСТ І ОСНОВНІ ВИМОГИ, ЩО ПРЕД'ЯВЛЯЮТЬСЯ ДО КОЛІСНИХ ПАР В ЕКСПЛУАТАЦІЇ …………… . 5 4. ВИДИ, ТЕРМІНИ І ПОРЯДОК ОСВІДЧЕННЯ КОЛІСНИХ ПАР9 5. НЕСПРАВНОСТІ КОЛІСНИХ ПАР І СПОСОБИ ЇХ УСУНЕННЯ …… 12 6. РЕМОНТ І ФОРМУВАННЯ…….………. ЗАГАЛЬНІ ВИМОГИ……………………………………………………………………………………………………. 20 6.2. ОБРОБКА НОВИХ І СТАРОРІЧНИХ ОСЕЙ. ………………………………………………………………….. 21 6.3. ОБРОБКА НОВИХ І СТАРОРІЧНИХ ЦЕНТРІВ, ЦІЛЬНОКАТАНИХ І ЗУБЧАТИХ КОЛІС…… 23 6.4. РЕМОНТ ЗУБЧАТИХ КОЛІС. ………………………………………………………………………………………….. 25 6.5. РОЗДІЛ НОВИХ І СТАРОРІЧНИХ БАНДАЖІВ. ……………………………………………………………. 26 6.6. НАСАДКА (ЗМІНА) БАНДАЖІВ. ……………………………………………………………………………………… 27 6.7. ПРЕСОВІ РОБОТИ …………………………………………………………………………………………………… 29 6.8. ТЕПЛОВИЙ МЕТОД ФОРМУВАННЯ КОЛІСНИХ ПАР ……………………………………………………… 35 6.9. ОБТРУГАННЯ БАНДАЖІВ І ОБОДІВ ЦІЛЬНОКАТАНИХ КОЛІС ЗА ПРОФІЛЕМ ……………………… 36 6.10. ФОРМУВАННЯ КОЛІСНИХ ПАР………………………………………………………………………………… 44 7. ПЕРЕВІРКА, ПРИЙМАННЯ І ВИКЛЮЧЕННЯ З ІНВЕНТАРЯ КОЛІСНИХ ПАР 45 8. МАРКИ І КЛЕЙМЕННЯ КОЛІСНИХ ПАР І ЇХ ЕЛЕМЕНТІВ … 46 9. фарбування КОЛІСНИХ ПАР ……………………………………………………………………… 52 10. ТРАНСПОРТУВАННЯ, ЗБЕРІГАННЯ КОЛ ЇХ ЕЛЕМЕНТІВ ………………………………………………………………………………………………… 53 11. ВИМОГИ БЕЗПЕКИ І ПРИРОДООХОРОНІ ЗАХОДИ ……… ……………………………………………………………………………………. 54 12. МЕТРОЛОГІЧНЕ ЗАБЕЗПЕЧЕННЯ………………………………………………….. 54 ДОДАТОК 1……………………………………………………… …………………………………………………………… 56 ДОДАТОК 2……………………………………………………………… …………………………………………………… 59 ДОДАТОК 3……………………………………………………………………… …………………………………………… 59 ДОДАТОК 4……………………………………………………………………………… …………………………………… 60 ДОДАТОК 5……………………………………………………………………………………… …………………………… 61 ДОДАТОК 6……………………………………………………………………………………………… …………………… 66 ДОДАТОК 7……………………………………………………………………………………………………… …………… 68 ДОДАТОК 8……………………………………………………………………………………………………………… …… 70 ДОДАТОК 9…………………………………………………………………………………………………………………… 74 ДОДАТОК 10…………………………………………………………………………………………………………………. 76 ДОДАТОК 11…………………………………………………………………………………………………………………. 78 ДОДАТОК 12…………………………………………………………………………………………………………………. 78 ДОДАТОК 13…………………………………………………………………………………………………………………. 78
1. ВВЕДЕННЯ
1.1. Ця Інструкція поширюється на колісні пари всіх типів локомотивів та моторвагонного рухомого складу (МВПС) колії 1520 мм. Локомотиви та МВПС далі називаються тяговий рухомий склад (ТПС).
1.2. Інструкцією встановлюються порядок, терміни, норми та вимоги, яким повинні задовольняти колісні пари при їх формуванні, ремонті (огляді) та технічному утриманні.
1.3. Уся експлуатаційна та ремонтна документація по колісних парах, що знову видається, повинна суворо відповідати цій Інструкції та ГОСТ 11018, а діюча документація повинна бути наведена відповідно до них.
1.4. Вимоги цієї Інструкції обов'язкові при виготовленні, ремонті, технічному обслуговуванні та експлуатації колісних пар.
(У редакції вказівки МПС Росії від 23.08.2000 № К-2273у)
1.5. Інструкція від 31.12.85р. № ЦТ/4351 діє у частині, що стосується виготовлення та ремонту колісних пар паровозів.
2. ЗАГАЛЬНІ ПОЛОЖЕННЯ
2.1. Відповідно до Правил технічної експлуатації залізниць Російської Федерації (далі ПТЕ) кожна колісна пара повинна відповідати вимогам цієї Інструкції. Колісні пари ТПС із підшипниками кочення повинні також задовольняти вимоги чинної Інструкції з утримання та ремонту вузлів із підшипниками кочення локомотивів та моторвагонного рухомого складу.
Колісні пари ТПС, що експлуатується зі швидкостями понад 140 км/год повинні, крім того, задовольняти вимоги чинної Інструкції з технічного обслуговування та експлуатації споруд, пристроїв рухомого складу та організації руху на ділянках обігу швидкісних пасажирських поїздів.
Виготовлення та ремонт ведених зубчастих коліс тягових редукторів з пружними резино-металевими елементами, вузлів і деталей приводів колісних пар з опорно-рамним і опорно-осьовим підвішуванням тягових електродвигунів повинні проводитися відповідно до вимог відповідних діючих креслень, правил ремонту, ремонтних посібників та ГОСТ 11018.
Виконання вимог зазначеної технічної документації є обов'язковим для всіх працівників, пов'язаних з формуванням, оглядом, ремонтом та експлуатацією колісних пар.
2.2. Кожна колісна пара повинна мати на осі чітко поставлені знаки про час і місце формування, повного огляду та тавра про приймання її при формуванні та повному огляді. Елементи колісної пари повинні мати знаки та клейма, встановлені відповідними стандартами, технічними умовами та цією Інструкцією. Після ремонту в країнах СНД і Латвії допускається експлуатація колісних пар та їх окремих елементів без тавра «Серп і молот» за наявності решти передбачених клейм (розділ 8).
2.3. Колісні пари повинні бути піддані огляду під ТПС, звичайному і повному огляду, відповідно до порядку, встановленого цією Інструкцією.
2.4. Повний огляд має проводитися на заводах та в локомотивних депо, що мають дозвіл МПС та обов'язковий мінімум обладнання, пристроїв, засобів вимірювань та контролю згідно з додатками 1 та 2.
2.5. Відповідальність за утримання інструментів та засобів вимірювань у справному стані, а також за своєчасне перевірення (калібрування) засобів вимірювань покладається на начальника колісного цеху або майстра, який керує ремонтом та формуванням колісних пар.
Контроль за організацією та своєчасністю повірки (калібрування) засобів вимірювання здійснюється:
на заводі – начальником відділу технічного контролю;
у депо – головним інженером або заступником начальника депо з ремонту.
(У редакції вказівки МПС Росії від 23.08.2000 № К-2273у)
2.6. Стан обладнання, пристроїв та інструменту для ремонту (огляду) колісних пар, а також дотримання вимог цієї Інструкції на заводах та в депо щорічно має перевірятися комісіями під головуванням головного інженера (або його заступника - на заводі) за участю ВТК та приймальників локомотивів ( інспекторів-приймальників на заводі).
Колісна пара відноситься до рейкового транспорту і може бути використана в ходовій частині рухомого залізничного складу. Винахід вирішує завдання збільшення ресурсу колісної пари, підвищення ремонтопридатності, скорочення витрат на технічне обслуговування та ремонт, підвищення ходових якостей, підвищення безпеки руху та екологічної безпеки в умовах збільшення швидкості руху, ваги поїздів та навантажень на вісь колісної пари. Колісна пара включає два колеса з внутрішніми ребордами на одній цільній порожнистій осі з відношенням діаметрів в межах від 0,4 до 0,8, конічну форму сполучення, середню лінію катання колеса Т з діаметром кола катання L, дві зовнішні і внутрішні букси, радіальні канали в осі, що з'єднують внутрішні порожнини осі та порожнини букс, які заповнюються рідким мастилом, ущільнювальні пристрої, що перешкоджають витіканню рідкого мастила з букс, гідронасос, розміщений на осі, призначений для циркуляції мастильно-охолоджуючої рідини в порожнинах підшипникових букс. 1 іл.
Винахід відноситься до рейкового транспорту, зокрема ходової частини залізничного рухомого складу. Відома колісна пара, обрана в якості аналога, що містить два колеса з внутрішніми ребордами на одній суцільної суцільної або порожнистої осі з двома зовнішніми буксами, що передають за допомогою підшипників навантаження на вісь (Вагони. За редакцією Л.А.Шадура. М.: Транспорт, 1980, стор 94, рис. V.3). Відома колісна пара, обрана за прототип, що містить два колеса з внутрішніми ребордами на одній цільній осі з двома внутрішніми або зовнішніми буксами, що передають за допомогою опорних підшипників навантаження на вісь (Міжнародний стандарт ISO 1005/7. Рухомий склад залізниць, частина 7. для рухомого складу, вимоги до якості, ч. 2, стор. Однак наведені вище відомі колісні пари (аналог, прототип) виконані за традиційною схемою, що передбачає на одній цільній осі або дві тільки зовнішні букси, або дві тільки внутрішні, і мають такі недоліки, які знижують ресурс, ремонтопридатність, підвищують витрати на технічне обслуговування та ремонт , знижують ходові якості, безпеку руху та екологічну безпеку в умовах збільшення швидкості руху, ваги поїздів та навантажень на вісь колісної пари:
Підвищена напруга від вигину в небезпечних перерізах осі через несиметричне її навантаження щодо середньої лінії катання колеса, що в умовах циклічних згинальних деформацій під час руху є причиною спостерігаються втомних руйнувань (статистика відчепів вагонів показує, що внаслідок появи поперечних тріщин у підступній та середній частинах осі відбраковуються не менше 40% осей, див Серенсен С.В., Шнейдерович О.М., Громан М.Б. Вали та осі.
Підвищене вертикальне несиметричне навантаження на буксовий вузол, опорні підшипники, що призводить при пластичних мастилах до умов напівсухого тертя, нагрівання буксового вузла, інтенсивному зносу, втомному руйнуванню сепараторів, кілець і роликів у підшипниках кочення, антифрикційного шару. відчепів вагонів через нагрівання букс через несправності підшипника становить до 70%: див. Тр. ВНИИЖТа, 1982, вип. 654);
Неможливість підтримки у вертикальній площині кола катання колеса, що знижує ходові якості, викликає додаткове бічне зіткнення гребеня колеса про голівку рейки і призводить до дії динамічних поперечних сил по буксовому підшипнику за допомогою відбитої ударної хвилі, до розладу рейкошпальної решітки, поперечному тертю колеса , як відомо, найбільше зношування на поверхнях контакту;
Відсутність і неможливість реалізації при існуючій конструкції колісної пари (прототип) замкнутої системи примусового мастила з охолодженням буксових підшипників, що не вимагає додавання мастила протягом тривалого часу експлуатації, та надійної ущільнювальної системи (статистика свідчить, що частка викочування колісних пар з буксами в холодну -за обводнення мастила, її розрідження, викиду через лабіринтне ущільнення і з цієї причини надмірного зносу центруючих поверхонь і перемичок сепаратора підшипника кочення становить залежно від класу вагонів від 35 до 65%; див. Завданням винаходу є збільшення ресурсу колісної пари, підвищення ремонтопридатності, скорочення витрат на технічне обслуговування та ремонт, підвищення ходових якостей, підвищення безпеки руху та екологічної безпеки в умовах збільшення швидкості руху, ваги поїздів та навантажень на вісь колісної пари. Для вирішення цього завдання колісна пара, що містить два колеса з внутрішніми ребордами на одній цільній порожнистій осі з двома зовнішніми буксами, забезпечена одночасно двома внутрішніми буксами, кожна з яких з відповідною зовнішньою буксою розміщуються на осі симетрично щодо середньої лінії катання колеса, відношення діаметра отвору підлоги осі до її зовнішнього діаметра в межах від 0.4 до 0.8, сполучення колеса з віссю має конічну форму, при цьому малі діаметри конуса звернені до торців осі, внутрішні порожнини осі та букс заповнюються екологічно безпечною змащувально-охолоджувальною рідиною і з'єднані радіальними каналами, виконаними в осі , на осі розміщений гідронасос, букси забезпечені ущільнювальними пристроями стосовно рідкого мастила. Наявність нових елементів та зв'язків дозволяє, зберігаючи як існуючі навантаження на вісь колісної пари, так і тенденцію на їх збільшення, підвищити ресурс, ремонтопридатність, скоротити витрати на технічне обслуговування та ремонт, підвищити ходові якості, підвищити безпеку руху та економічну безпеку за рахунок симетричного відносно середньої лінії катання колеса розподілу навантаження на вісь і підшипники, підтримки кола катання колеса у вертикальній площині і зменшення при цьому вдвічі: а) вертикальних еквівалентних навантажень на опорні підшипники; осі від вигину зі збільшенням при цьому втомної міцності та довговічності буксових вузлів більш ніж у два рази, згинальних деформацій осі більш ніж утричі, забезпечення замкнутої системою мастила підшипників. Зазначена нова сукупність суттєвих ознак необхідна та достатня для вирішення зазначеної задачі, що доводить відповідність критерію охороноздатності "новизна". Порівняння пропонованого винаходу не тільки з прототипом, але і з іншими технічними рішеннями в даній галузі техніки не виявило в них ознаки, що відрізняють пропонований винахід від прототипу, що дозволяє зробити висновок про відповідність критерію винахідницький рівень. На кресленні зображено симетричну частину пропонованої колісної пари. Колісна пара включає два колеса з внутрішніми ребордами 1 на одній цільній порожнистої осі 2 з відношенням внутрішнього і зовнішнього діаметрів d1/d2 в межах від 0.4 до 0.8, конічну форму сполучення 3 осі 2 і коліс 1, середню лінію катання колеса T з діаметром кола катання L, дві зовнішні 4 і дві внутрішні букси, радіальні канали 6 в осі, що з'єднують внутрішню порожнину 7 осі 2 і порожнини 8 букс 4, 5, які заповнені рідким мастилом типу, наприклад, рідини "Тормоб" канадської фірми "Тордон" , ущільнювальні пристрої 9 торцевого типу аналогічно ущільнення фірми "Седерваль і сини", Швеція (див. "Технологія суднобудування", 1991, N 7), гідронасос 10, розміщені, наприклад, всередині осі. Колісна пара працює в такий спосіб. При симетричному розташуванні внутрішніх та зовнішніх підшипникових букс 4,5 щодо середньої лінії катання T колеса 1 вигину піддаються тільки навколоступичні ділянки Z осі, середня частина осі довжиною A повністю розвантажується від статичного вигину. При цьому більш ніж у три рази зменшуються прогини і кути повороту перерізів осі, значно скорочується відмінність між кутовими переміщеннями характерних навколоступичних перерізів осі: перерізів, що збігаються з площинами поруч опорних підшипників кочення букс 4,5, з зовнішніми і внутрішніми площинами ущільнювачів 4,5; як наслідок - це зменшує вплив небезпечних для підшипників та ущільнювальних пристроїв осьових амплітудних сил, що викликаються стисненням згинальних деформацій, що в умовах обертання вигнутої осі призводить до ударів, тертя та зносу дотичних деталей. Далі, якщо напруга в розрахункових перерізах осі від вертикальної статичної сили, що діє на один підшипник, зменшується вдвічі, то втомна міцність відповідно до відомих досвідчених даних і з формулами ймовірнісного методу оцінки міцності осі (див. "Норми для розрахунку та проектування нових та модернізованих) вагонів залізниць МРС колії 1520 мм (несамохідних)") зростає більш ніж удвічі. Таке значне зростання втомної міцності осі 2 в небезпечних перерізах і розвантаження її середньої частини за рахунок перерозподілу навантаження є обґрунтуванням можливості безпечного ослаблення поперечного перерізу осі шляхом введення внутрішньої симетричної ємності в осі без збільшення стандартного зовнішнього діаметра заміною суцільного перерізу на кільце. При цьому зменшується маса осі (в середньому на 100 кг) з усіма відомими корисними наслідками, а виділена за рахунок резерву міцності осі, що з'явився, внутрішня порожнина 7 задіяна в запропонованій замкнутій системі мастила буксових вузлів 4,5 як резервуар, що виконує одночасно функції зберігання і охолодження мастила , що омиває буксові підшипники під час руху. Діапазон 0,4 - 0,8 відношення діаметрів порожнистої осі d1/d2 обраний: а) умовами оптимальності між вимогою забезпечення міцності, з одного боку, та збільшенням обсягу використовуваної для системи мастила внутрішньої порожнини (з одночасним зменшенням маси осі) - з іншого; б) технологією виготовлення осей зі змінним ставленням d1/d2 за довжиною осі; в) досвідом застосування порожнистих осей, описаному, наприклад, у книзі "Вагони", за ред. Л.А. Шадур, М. : "Транспорт", 1980, стор 94, 95, г) поведінкою функцій f=1-(d1/d2) 2 , w= 1-(d1/d2) 4 , що характеризують відповідно площу поперечного перерізу трубчастої осі та момент опору. Зменшення вдвічі радіальних еквівалентних сил, що діють на один підшипник, спричиняє значне підвищення довговічності підшипників у млн км пробігу відповідно до формули оцінки довговічності буксових підшипників (див. "Норми для розрахунку...", згадані вище). Таким чином, буксові вузли виходять малообслуговуваними та з підвищеним ресурсом, що призводить до зниження експлуатаційних витрат. При симетричному розподілі навантаження на буксові вузли 4,5 площину кола катання діаметра L колеса 1 автоматично встановлюється у вертикальне положення, що підвищує ходові якості транспортного засобу і виключає додаткові бічні сили на рейковій решітці, зменшує вплив поперечного тертя колеса про рейку, знос їх поверхонь. Екологічна безпека забезпечується у разі аварійної ситуації (вибуху, руйнування корпусу букси тощо), т.к. витікаюча мастило не забруднює навколишнє середовище, оскільки є екологічно чистим, розчинним у воді. Ремонтопридатність колісної пари зростає, а витрати на ремонт зменшуються завдяки конічній формі посадкової поверхні 1 колеса і осі 2, т.к. інжекція рідини на таку поверхню, що сполучається забезпечує зручну розбирання коліс. Гідравлічний насос 10, розміщений на осі асиметрично по відношенню до колес 1, викликає під час руху циркуляцію рідкого мастила в порожнині осі 7 7, забезпечуючи замкнуту систему змащування буксових вузлів 4,5. Винахід, що включає такі системно пов'язані фактори, як конічне сполучення обох коліс з віссю, що дозволяють здійснити симетричний відносно середньої лінії катання колеса розподіл вертикального навантаження на вісь і підшипники, підтримка кола катання колеса у вертикальній площині, значне розвантаження осі від вигину, a підшипники сил і сил осьових, що виникають через стиснення згинальних деформацій, а також створення замкнутої системи екологічно безпечного змащення підшипників і буксового вузла, що мало обслуговується, призводить до таких системно пов'язаних наслідків, як збільшення ресурсу, підвищення ремонтопридатності, скорочення витрат на технічне обслуговування і ремонт, поліпшення ходових якостей, підвищення безпеки руху, які у сукупності створюють надефект в умовах збільшення швидкості руху, ваги поїздів та навантажень на вісь колісної пари.
ФОРМУЛА ВИНАХОДУ
Колісна пара для рухомого складу залізниць, що містить два колеса з внутрішнім ребордами на одній порожній суцільної осі з двома зовнішніми по відношенню до колес буксами, що передають за допомогою опорних підшипників навантаження на вісь, що відрізняється тим, що вона забезпечена одночасно двома внутрішніми по відношенню до колес буксами , кожна з яких з відповідною зовнішньою буксою розміщена на осі симетрично щодо середньої лінії катання колеса, відношення діаметра отвору до зовнішнього діаметра в межах від 0,4 до 0,8, сполучення колеса з віссю має конічну форму, при цьому малі діаметри конуса звернені до торців осі, внутрішні порожнини осі та букс заповнені екологічно безпечною змащувально-охолоджувальною рідиною та з'єднані радіальними каналами, виконаними в осі, на осі розміщені гідронасос, букси забезпечені ущільнювальними пристроями стосовно рідкого мастила.-
 Щебінь шлаковий та шлакова пемза відмінності та характеристики Пемза шлакова – щебінь пористий з металургійного шлаку
Щебінь шлаковий та шлакова пемза відмінності та характеристики Пемза шлакова – щебінь пористий з металургійного шлаку
-
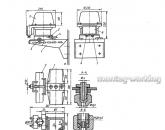 Установка технічних манометрів
Установка технічних манометрів
-
 Розробка дослідження та вдосконалення методів випробувань програмного забезпечення засобів вимірювань
Розробка дослідження та вдосконалення методів випробувань програмного забезпечення засобів вимірювань
-
 Теплові випробування парових турбін турбінного обладнання Роз'яснення щодо проведення теплових випробувань парових турбін
Теплові випробування парових турбін турбінного обладнання Роз'яснення щодо проведення теплових випробувань парових турбін
Популярне
- Колісні пари залізничного рухомого складу
- Посилальні нормативно-технічні документи
- Основні види результуючих параметрів
- На підставі яких методик розрахувати нормативну чисельність персоналу електромережної організації
- Як отримати поліс обов'язкового медичного страхування (ЗМС) безробітному
- Як відкрити скриньку з шаурмою
- Види ПІФів. Що вибрати? Класифікація пайових інвестиційних фондів Фонди змішаних інвестицій
- Члени Уряду РФ та депутати
- Сумісність жінки-овна у любовних стосунках з чоловіками інших знаків Історія однієї з наших читачок Аліни Р
- Власна справа з виробництва гвинтових паль Бізнес план фундамент на гвинтових палях